With a little knowhow and the right tools, see how you can significantly reduce cycle time by rough boring instead of performing a helical interpolation with a mill.
Chamfering the entry and exit of 0.80mm to 6.00mm holes can be a tedious, time-consuming process. The Noventa from SPHINX can transform this process using an innovative geometry that improves cycle time, tool life and surface quality.
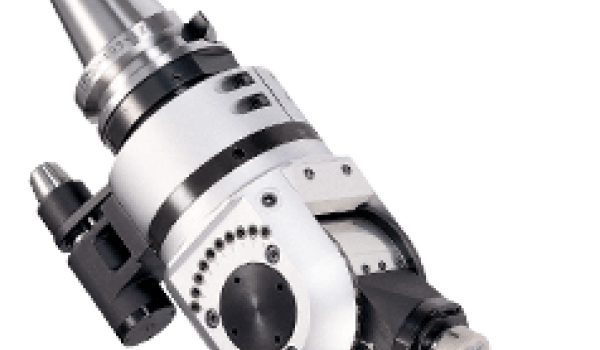
We’ve seen and heard it all when it comes to boring holes. That said, there are always a few questions that pop up over and over. From optimizing modular boring assemblies to deciding between twin boring or high-feed milling, here’s some of our best boring advice.
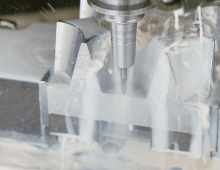
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
Find answers to some of the most frequently asked questions about our products and services. We have organized the questions and answers into different categories to make it easy for you to find what you're looking for.
Moldmakers hoping to avoid problems such as chatter, poor tool life and molds that fail quality control muster need to consider a variety of factors when selecting a long-reach toolholder.
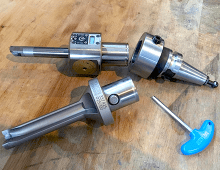
We’ve built our name on tool holders, boring tools, cutting tools and specialized solutions for the everyday and most demanding machining operations. You may be surprised to learn we have deep expertise in lathe tooling as well. We have to. Lathes are critical to the development and production of our tools.