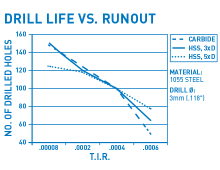
Learn how to evaluate precision tooling quality with expert tips on AT tolerance, tool components, and manufacturing processes to improve accuracy, performance and cost efficiency in machining.
Five-axis roughing can be painstaking. Pairing the right holder with the right cutter can save serious time while cutting and when setting up -- and eliminate those pain points.
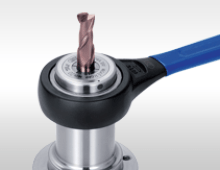
Cheater bars are appropriately named, especially when it comes to tightening tool holders. We see the common pipes that are often added to the end of wrenches to achieve more torque in customers’ shops all the time. And while these makeshift wrenches may make tightening or loosening holders easier, the damage they can cause is often overlooked.
The ESM 168 round chuck can be used on the face of 4th and 5th-axis rotary tables, lathes, or mills where the center of rotation provides a through-hole to bury the workpiece.
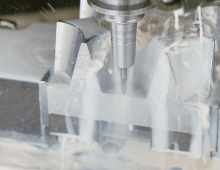
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
For many shops setup may be the silent time killer. Shaving just 15 minutes off each setup can add up to tens of thousands of dollars in savings. But where to start?