Latest Posts




The Tool Holder Trickle Down Effect
Key Points
-
Cutting costs on tool holders leads to major downstream problems including reduced precision, spindle damage and higher overall costs.
-
Inaccurate tolerance and runout specifications from unverified suppliers can cause serious performance issues and machine wear.
-
Investing in high-quality, properly matched tooling delivers measurable benefits like improved surface finishes, longer tool life and greater profitability.
Across manufacturing facilities worldwide, a troubling trend is emerging: Small shops and large OEMs alike are investing in top-of-the-line, precision machine tools, but cutting serious corners when tooling them up. It’s an unexpected departure from the quality and productivity focus that has historically dominated precision-driven industries like aerospace, automotive and medical.
Like putting cheap, used tires on a Ferrari, it's not just counterintuitive; it's creating a trickle-down effect that compromises quality, damages expensive equipment, and even undermines the quality and safety of finished goods. What starts as a seemingly minor compromise in tooling and tool holder quality can cascade through the entire manufacturing operation, creating costly problems that far exceed any upfront savings.
How Did We Get Here?
Industry-wide manufacturing trends don’t happen in a vacuum, and this slip in quality goes well beyond tooling decisions happening on the shop floor. Like most trends, there are multiple factors at play, from globalization and supply chain complexity to an increasing “race to the bottom” mentality in procurement departments worldwide.
Fly-by-Night Tooling Suppliers
Hand-in-hand with globalization and ecommerce trends is the proliferation of new tooling suppliers. While online shopping has opened up a new world of options, convenience and flexibility, for small shops, in particular, it’s a double-edged sword. The sheer volume of options can make it hard to choose wisely, and it opens the door for sub-par tooling suppliers to slip through. In addition to not providing the necessary technical support and application expertise, the products themselves often don’t live up to the advertised claims.
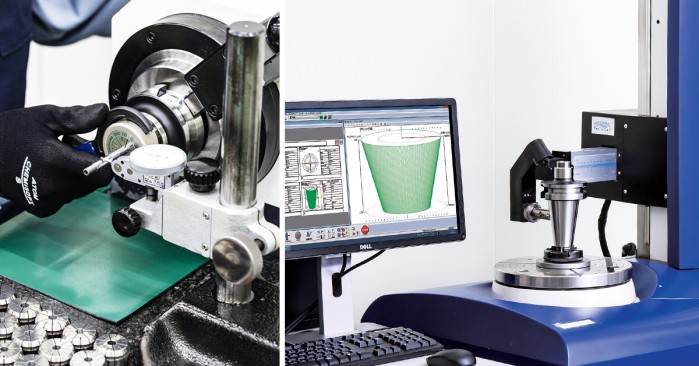
This comes to bear in the case of AT tolerance and runout claims. AT tolerance refers to tolerance of the machine tool spindle as dictated by the machine manufacturer. The scale starts at AT0—a lock fit tolerance that makes the tool very difficult to release. Machine manufacturers typically grind spindles to an AT1 tolerance; at BIG DAISHOWA we find that grinding tool holders to an AT2 tolerance is the ideal complement to that.
While AT2 is the gold standard, many competitors grind to an AT3, which doesn’t provide the ideal surface contact for rigid, high-precision machining. What’s more, many manufacturers claim that their tool holders are manufactured to an AT3, but, when measured, they fall short of that specification. So what’s the big deal? Going up by just one number (from AT2 to AT3) can increase runout and cut the level of precision in half, due to compromised surface contact between the spindle and tool holder.
Speaking of runout, that’s another advertised claim that can be misleading. A tool holder manufacturer might claim a spindle runout of one micron. This could translate to one-micron runout at Z zero, which is table stakes. But as you go higher, runout increases, and by how much? Testing this is imperative to understanding true runout and its impact.
Finally, licensing matters. Take BIG-PLUS dual-contact holders. They are precisely manufactured so that the shank contacts the spindle taper and the spindle face simultaneously, resulting in increased tool rigidity. Some other manufacturers may claim to have this same “dual contact” tool holder, but they are not licensed for BIG-PLUS. Without the license, they don’t have the exclusive gages or the dimensions and tolerances to meet the specifications for true dual-contact.
Some of these manufacturing shortcuts are obvious in the finished tool holder (burrs, poor surface quality, etc.). Others will rear their heads during testing and inspection, so choose tooling partners wisely.
The Purchasing Paradox
Unfortunately, manufacturers can’t always claim ignorance when it comes to tooling quality issues. As mentioned, we’re seeing a growing chasm between the investment in machine tools vs. the tooling. Competition and global inflation are putting major pressure on purchasing departments, which may be rewarded for immediate cost savings rather than long-term value. It’s a surefire way to create bias toward the cheapest initial option, regardless of whether that option creates a higher total cost of ownership.
Our technical application experts have seen this play out in shops and manufacturing facilities across the country. In the best case, operators think they’re saving but are actually throwing money away due to poor tool life and scrapped workpieces; in the worst case, we’re seeing brand-new, million-dollar machines with major spindle damage. In fact, one customer had to shell out $80K to replace an almost-brand-new spindle, all tied back to poor tooling choices.
Tool Holder Fallout
When it comes to tool holder quality, we have far too many cautionary tales: many with obvious outcomes, some with surprising domino effects. Here are some words of wisdom to avoid the most common pitfalls.
Sweat the Details
If you’ve made it this far, you understand how tool holder quality can affect your operations. But sometimes, the details get lost in the shuffle. For instance, you could have the best tool holder in the game, but if you’ve got cheap or old/damaged pull-studs, you could be erasing any productivity and quality gains. Make sure every component of your tool holder setup is up to par, ideally with all elements coming from the same reputable manufacturer.
Mind Your Wear
Even the best tool holders decline with age and wear. Don’t make the mistake of buying a beautiful new machine and pulling old tooling out of the drawer to tool it up. Sometimes a visual inspection will do: A black shrink-fit holder has been heat-treated too many times and could compromise runout. A dinged-up tool holder shank is equally problematic. For true fine-tuning and ultimate precision, rely on a presetter as an inspection tool.
Choose the Right Tool for the Job
Maybe you bought the Cadillac of tool holders, but you’re still having issues. This could be a simple case of “right tool holder, wrong application.” We see this a lot in boring operations. Perhaps you’re using interpolation to rough out holes, but you’re having roundness issues. Switching to a twin-cutter boring head could solve the issue. Or maybe you’re holding end mills with an ER collet chuck and having issues with pull-out or excessively slow speeds and feeds. Switch to a milling chuck and see the night-and-day difference. There are too many scenarios to cover in a single article, which is why it’s crucial to have true tooling experts in your corner.

Quality Success Stories
Yes, we’ve seen some concerning purchasing trends that affect quality. But we’ve also seen the tides turning. Contract manufacturers and OEMs alike have experienced the fallout of bad tooling choices and are proactively seeking ways to fix the issues and level up their productivity and profitability in the process.
One major marine manufacturer we work with was struggling with roundness issues in a critical 68mm bore application. After switching to our EWN boring heads, the problem completely went away. It only took a few holes and seeing was believing.
Smart Damper technology is another game-changer that has been catching on. In long-reach automotive and aerospace applications, vibration is non-negotiable, and many of our customers have seen that Smart Damper is a fool-proof way to avoid it.
And it’s not always about buying the most expensive or high-precision tooling. Many of our customers find huge gains in our more standard, value-based options. For example, one recent story involves our Mega Synchro tap holders: the customer was tapping holes in 4140 steel and getting about 35 holes per tap; when they switched to the Mega Synchro holders that skyrocketed to 2,500 holes per tap. That’s a 71x improvement!
These results aren’t a fluke. BIG DAISHOWA manufactures all of its tooling in-house, from start to finish, complete with rigorous quality checks. So we can guarantee quality and precision performance, regardless of the tooling type or product line.The broader lesson is clear: in manufacturing quality isn't expensive, it's profitable.
Just as sub-par tooling causes issues, quality tooling creates a cascade of improvements: better surface finishes, improved part accuracy, reduced scrap, longer tool life, and ultimately, more profitable operations. So the question isn't whether you can afford to invest in quality tool holders. The question is whether you can afford not to.
Talk to us today to learn which specific tool holding technologies can help address your quality and productivity issues.
Categories
Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.









Add new comment