Latest Posts




Why HSK-A63 Isn’t Always the Best Choice for Milling Applications
Key Points
-
HSK-A63 performs best in high speed applications with short tools, while lower speed or long reach milling often requires greater system rigidity.
-
Longer spindle engagement increases system stiffness and stability, which is critical for controlling vibration in demanding milling operations.
-
Selecting a spindle based on the actual machining requirements leads to better stability, tool life and overall productivity.

HSK-A63 spindles are often viewed as the modern benchmark for milling performance. Because the interface is newer than traditional taper systems, it is frequently assumed to be an improvement over CAT-40 and BT-40 spindles. In practice, however, spindle performance is application dependent, and HSK-A63 may not always be the optimal solution.
Understanding the mechanical behavior of each interface, particularly spindle engagement rigidity and operating speed, is critical when selecting the right spindle and tooling for milling applications.

Engagement Mechanics and the Role of Spindle Speed
HSK interfaces benefit from centrifugal effects at high spindle speeds, which help stabilize taper and face contact. At lower spindle speeds, particularly below 25,000 rpm, the short engagement length of HSK-A63 limits bending stiffness, especially when paired with extended reach tooling.
This limitation becomes more pronounced when combined with the inherently short spindle engagement length of HSK-A63. In milling applications that require extended reach tooling common in aerospace, moldmaking, medical and general job shop work, the reduced engagement can limit the ability to overcome chatter conditions, and in some cases, a stable chatter-free speed and feed window may not exist.
Tool Length Leverage and System Rigidity
As tool length increases, bending forces at the spindle interface increase as well. The longer the lever arm, the more sensitive the system becomes to deflection and vibration. With limited taper engagement HSK-A63 spindles are less forgiving in these conditions.
CAT-40 and BT-40 tool holders provide substantially longer spindle engagement, offering greater support for the tool shank. This added engagement improves resistance to bending moments and helps maintain stability during demanding milling operations, such as deep slotting, cavity milling and heavy side cutting.
CAT and BT Remain Relevant
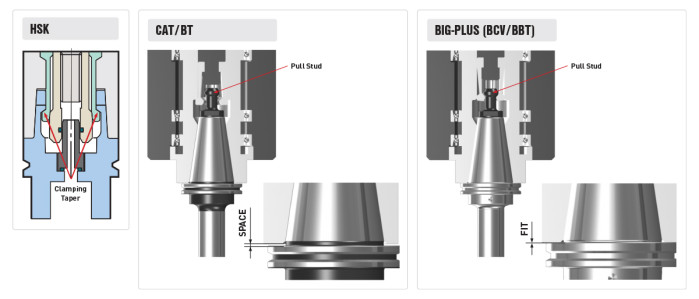
Unlike HSK, CAT and BT systems use a retention knob that is pulled into the spindle. This draw in force causes controlled elastic deformation of both the spindle and tool holder, increasing taper contact area even at very low spindle speeds.
With BIG-PLUS spindles, this is enhanced further by dual contact at both the taper and the spindle face. The result is a significantly more rigid system across a wide range of operating speeds.
These characteristics make CAT-40 and BT-40 particularly well suited for:
- Heavy roughing operations
- Extended length tooling
- Deep slotting and cavity milling
- Difficult-to-machine materials, such as hardened stainless steels and high temperature alloys
In these applications rigidity often matters more than high-speed capability.
Where HSK-A63 Excels
HSK-A63 spindles offer clear advantages when applied appropriately. They perform best in environments that emphasize:
- Spindle speeds above 25,000 rpm
- Short small diameter cutting tools (typically 3/8 inch and smaller)
- Lower cutting forces
- High-speed finishing and light machining operations
Under these conditions HSK-A63 delivers excellent balance, accuracy and repeatability.

Application Should Drive Spindle Selection
Issues can occur when spindle selection is driven by the perception that newer technology is superior. In many shops the majority of work involves heavy milling, long reach tools or materials that impose strict limits on cutting speed.
Even aluminum and plastics can present stability challenges when deep features and long tools are required. While high-speed machining is possible in many materials, harder alloys and heat-resistant materials inherently restrict how fast tools can be run.
Ceramic tooling can help increase material removal rates, but these tools are expensive and brittle. In unstable chatter-prone conditions tool life drops sharply, reducing productivity and increasing cost.
The Takeaway
There is no universal best spindle interface. The correct choice depends on the materials, tool lengths, diameters and machining strategies in a shop.
For applications involving heavy cutting forces, extended tool reach and difficult materials, CAT-40 or BT-40 particularly in BIG-PLUS configurations often provide superior rigidity and more consistent performance.
Before making a significant machine tool investment, evaluate the applications that matter most. Selecting the right spindle from the start is essential to achieving the performance, stability and the productivity expected from the machine.
Categories
Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.









Add new comment