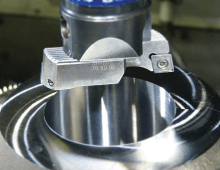
Deep hole boring comes with challenges created by the inevitable deflection that occurs when trying to finish a hole of a substantial depth. Various factors determine the best approach to solving the issue, and it’s important to consider all factors before choosing a solution for your boring needs.
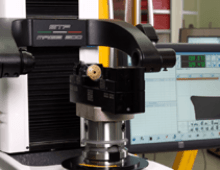
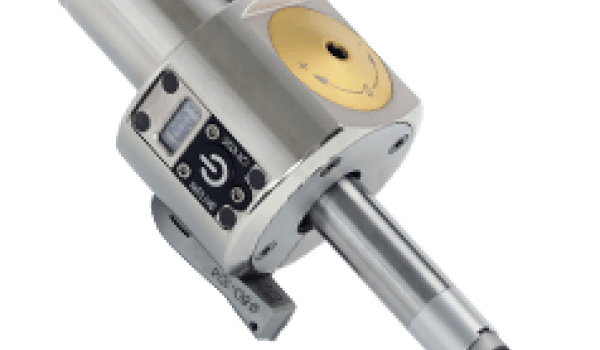
Dialing in a finishing job can be meticulous, with several measurements, adjustments and discussions taking place. That not only costs time, but those tool touches and interactions introduce some risk inside a shop. Our next boring innovation will help eliminate many of those repeated interactions and extra adjustments.
With thousands of part numbers to choose from, product selection can be a bit overwhelming. Take a look at some overlooked products and services that can help guarantee higher performance for your shop.
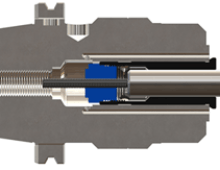
If you purchase cheap dual contact tooling after being told by a supplier that it will work just as good as the original you risk unsatisfactory performance.
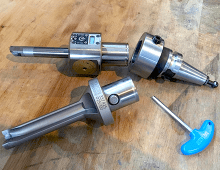
The chances of a tool slipping or pulling out in its holder during work is increasing. Here are some insights to help you select the proper holder for your work.
There’s more than one way to finish a hole. The most effective option will depend on the number of parts, acceptable cycle time and tolerance callouts.