Latest News




Machining Heat-Resistant Super Alloys? Hold On Tight

The chances of a tool slipping or pulling out in its holder during work is increasing as more shops opt for heat-resistant super alloys – stainless steel, Inconel, titanium and others – over aluminum. These metals are lightweight, strong and corrosive-resistant, but they are very difficult to machine. Here are some insights into tool wear in these applications that can help you select the proper holder for your work.
The day that a tool slips or pulls out in its holder during work on an aerospace part is a very bad day. I’ve gotten that call from plant managers and it’s just not pleasant. As more shops opt for heat-resistant super alloys (HRSAs) – stainless steel, Inconel, titanium and the like – over aluminum, the chances of these miscues are increasing. These metals are a natural fit for aerospace builders. They are lightweight, yet strong and corrosive-resistant enough to achieve the requisite rigidity and durability for both engine and structural components with less material. These same properties, however, make them very, very difficult to machine. They require high cutting forces, generate extreme heat at the tool tip and the chips are difficult to break.
The tolerances tend to mirror what we see in automotive drivetrain parts of more common metals: a few tenths of an inch difference between a good part and a scrap part. But the penalty for a scrap part here is completely opposite. Some HRSA aerospace forgings cost anywhere from $20,000 to $40,000, and that’s before the first cutting tool even starts work. What’s more, with four, five, even six sides that often require cutting, these parts can take days to finish. Starting over is a costly price to pay all its own. Tooling suppliers have developed very aggressive end mills with high helix, high positive geometries that remove material through a sheering action in order to effectively cut these metals. Knuckle end mills have even added teeth-like geometries for even better grabbing of the material. In fact, the geometries of cutters like these more and more resemble those of a screw.
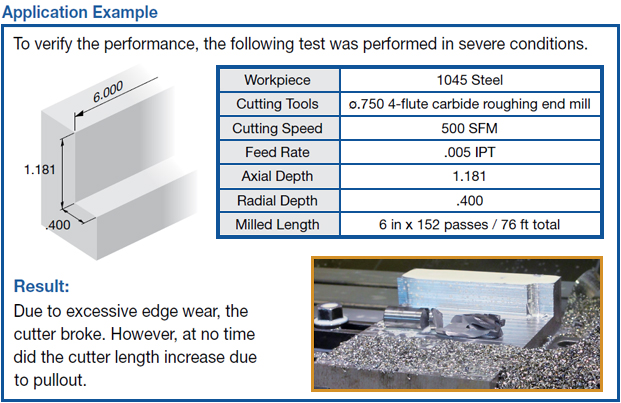
Now picture this: You’re holding a bolt by the threads between your thumb and forefinger, and with your other hand you start turning the bolt. Those threads will start moving out of your two fingers, no matter how hard you are squeezing it between your fingers. A milling cutter with a 35 deg helix angle interacting with a part isn’t much different. What’s more, cutters wear quickly on these metals. Think about cutting a steak with a butter knife instead of a steak knife. Your hand has to work much harder. The same can be said about a holder with a dulling cutter. Sure, high performance shrink fit, milling and collet chucks rely on friction and shouldn’t experience slippage or pullout. But when you combine tool wear with high sheer angles, cutting forces and axial stress, and the holders are pushed to extreme levels, then slippage or pullout become very real possibilities.
Aerospace producers have always worked with the toughest of the toughest metals. Years ago, the National Aeronautics Society made an effort to lend a hand to its industry’s metalworkers by helping to prevent pullout and its devastating results. Their solution was the Weldon flat, a mechanical side lock with a positive key in the holder that eliminates pullout. This style became the holder of choice for the industry and is still widely used today. But here’s the rub: They were conceived well before both HRSAs became popular and milling tools were made with such complex geometries. As a result, shops will find that they are three to four times less efficient than the high performance holders on HRSAs.
To sum up so far, we have high performance holders that meet demanding tolerance requirements and extend cutter life, but run a slight risk of pullout or slippage as a cycle progresses. And we have the established side lock holder that won’t allow the tool to slip, but can’t match the efficiency or accuracy of its high performance counterpart. Both are reasonable choices, but still involve some risk.
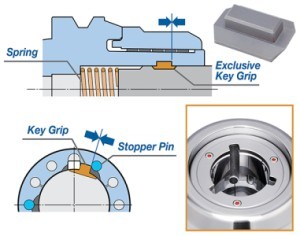
Another holder type attempts to combine the best of both. We call ours the Mega Perfect Grip, which has both the Weldon flat system and a high performance chuck. The holder itself acts as a type of insurance, preventing days and tens of thousands of dollars in setbacks without sacrificing high accuracy. A relatively new concept, this holder approach is understandably not yet widely adopted. Plant managers that are interested in this holder type more often say something along the lines of, “I simply can’t have a tool slip again,” as opposed to, “I want prevent a tool from ever slipping” – reactive, not proactive. I’ve traveled the globe for more than two decades testing setups and tooling on exotic materials, trying to help shops solve their toughest problems. The unique properties and costs associated with scrap make the tests I’ve conducted on HRSAs among the toughest I’ve ever encountered.
It’s up to each shop to do their own the risk/reward and cost/benefit analysis, but I’ll tell you this: At the very least, you should become intimately familiar with how tools are wearing in these cuts. And select your holders carefully. Is investing in the right holder at the outset worth preventing that really, really bad day?
Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.
Add new comment