CNC machine tool efficiency is all about managing the components that must come together in proper alignment: the machine spindle, toolholder assembly and workspace.
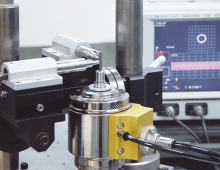
Many machine shops lack objective criteria for making toolholder purchasing decisions & most are made by price alone. However they can improve runout significantly by using the right toolholders.
The medical industry pushes the limits of precision for machining and tools. The trend toward less-invasive surgery using smaller parts translates to a need to better control the precision and tolerances of micromachining processes.
When one variable can make an impact on the result, as in metalworking, it’s a good idea to eliminate as many as possible. Each BIG DAISHOWA part is built to fit precisely and work specifically within each finished product.
The high-performance Nirox drill is available in diameters from 0.30 - 3.00 mm. It was developed for use at low cutting speeds and unstable environments.
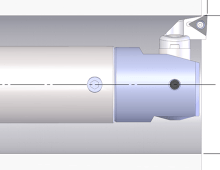
Boring tool performance depends greatly on the Length-to-Diameter (L:D) Ratio of the application. While this is a straightforward calculation, the Length and Diameter values to be used may not be that clear.
When it comes to aerospace components, the slightest imperfection could be catastrophic. Our experts answer five questions about boring precision holes on aerospace parts.
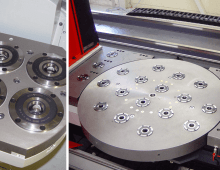
The SPERONI SPI is the newest of BIG DAISHOWA's Industry 4.0 upgrades to its offering of tool presetting solutions. SPI dramatically reduces the time and steps needed to transfer precise and accurate tool measurements to a machine tool.