Just as your car’s health depends on regular oil changes and tune-ups, your shop tools and equipment require preventive maintenance to stay in good working order and to maximize life cycle.
Because of the popularity of BIG-PLUS, many tooling companies, without a proper license, offer what they call dual-contact tooling. But not all dual-contact is the same. Let’s tackle a few of the most common misconceptions.
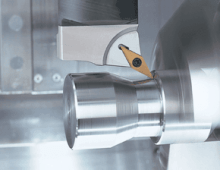
Dialing in a finishing job can be meticulous, with several measurements, adjustments and discussions taking place. That not only costs time, but those tool touches and interactions introduce some risk inside a shop. Our next boring innovation will help eliminate many of those repeated interactions and extra adjustments.
Good measurements make setups faster, reduce recuts and identify potential spindle or holder issues before they become bigger problems. Let’s look at a few of the key areas to measure and the handy solutions available.
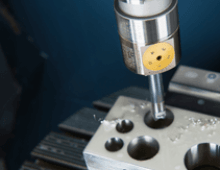
Machinery tooling and equipment that get parts produced the fastest is always the best choice, right? But what else needs to be considered when choosing equipment for low- to mid-range production volumes?
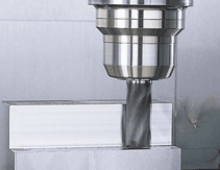
Five-axis roughing can be painstaking. Pairing the right holder with the right cutter can save serious time while cutting and when setting up -- and eliminate those pain points.
Cheater bars are appropriately named, especially when it comes to tightening tool holders. We see the common pipes that are often added to the end of wrenches to achieve more torque in customers’ shops all the time. And while these makeshift wrenches may make tightening or loosening holders easier, the damage they can cause is often overlooked.
When it comes to securely and accurately situating material on a machine table, there’s often more than one way to get the job done. With that in mind, consider these fundamental factors before purchasing new workholding.