BIG DAISHOWA continues to deliver world-class service and support by eliminating the need to ship tools abroad for repair, minimizing customer downtime.
As cutting tool manufacturers increase the recommended operating conditions for their products, users achieve the desired result: shorter cycle times on existing machine tools.
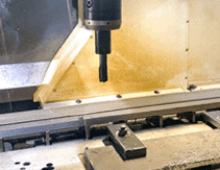
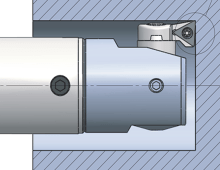
With a little knowhow and the right tools, see how you can significantly reduce cycle time by rough boring instead of performing a helical interpolation with a mill.
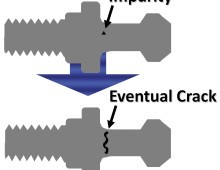
There are three particularly sensitive areas of the tool holder assembly that can experience process-affecting wear and tear and cause a cycle to change.
Aerospace is unique among industries in its thirst for component accuracy with ‘blemish-free’ precision. Unlike any other industry, anything that goes into the air has to be on spec, as the smallest imperfection in machining can adversely affect flight safety.
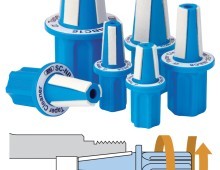
Shrink-fit and hydraulic holders are both useful in low clearance, tight work envelopes found in moldmaking and multi-axis machining applications. When deciding which one to use, their differences will guide your choice. Here are some of the fundamental contrasts to help you decide which holder type is best for your work.
Charlie Mitchell, machinist for Andretti Autosport, spent up to eight hours setting up his five-axis machine with 10 tools to run 30 to 40 different processes on a part. Using UNILOCK pallets, set-ups times are 70 to 80 percent shorter.
ID boring is a common and time-consuming operation on CNC lathes. Common issues have led to the development of world-class boring tools—traditionally used on milling machines—that have proven to be just as effective on a CNC lathe.