No matter what, a new machine represents a significant cost in a manufacturing project. This investment can be compromised if it is not tooled up properly.
BIG KAISER is BIG in supporting education. Nowadays, you hear so much in the manufacturing community that there are fewer students able to work in manufacturing as a result of lacking in skills.
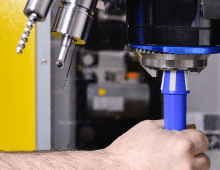
To achieve efficient tool life, proper finish and productivity in high-speed work, tool holders need to be as rigid, compact and short as possible to keep the whole assembly stable. Here's what you need to know when choosing a high-speed tool holder.
Because of the popularity of BIG-PLUS, many tooling companies, without a proper license, offer what they call dual-contact tooling. But not all dual-contact is the same. Let’s tackle a few of the most common misconceptions.
Dialing in a finishing job can be meticulous, with several measurements, adjustments and discussions taking place. That not only costs time, but those tool touches and interactions introduce some risk inside a shop. Our next boring innovation will help eliminate many of those repeated interactions and extra adjustments.
Jack Burley, president and COO of BIG DAISHOWA, shares some of his observations over the years, predictions for the industry and his vision for the company.
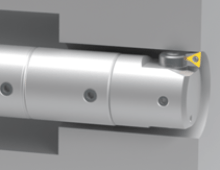
The further the tool does its work from the spindle, the more room for error. Deep pockets and cavities usually signify that a part is nearing completion, making the smallest of errors almost impossible to recover from and very costly.
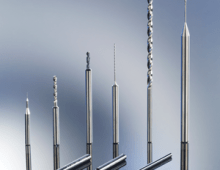
The BIG DAISHOWA SPHINX drill series includes more than 2,000 different drills under 3 mm in diameter as standard. With a range of 0.05 to 3 mm diameters.
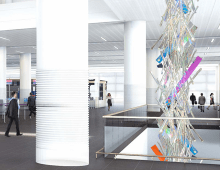
Ansonia Manufacturing, the only machine shop in the town of Sonoma, California, discovered the EWN2-32ExER32 boring head and used it to complete a tricky hardware component job for a “live” glass art sculpture.