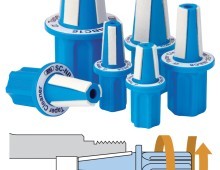
Because the BIG-PLUS spindle system gets so much of our customers’ attention and interest, people often forget that BIG DAISHOWA offers an extensive line-up of other popular dual contact solutions, most notably HSK & BIG CAPTO.
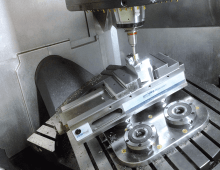
CNC machine tool efficiency is all about managing the components that must come together in proper alignment: the machine spindle, toolholder assembly and workspace.
Even though it has been around forever, does the vise have limitations for shops in a competitive marketplace? Do you need to reinvent the wheel to reduce some of its limitations? To evaluate the vise’s viability in today’s manufacturing operations, we need to uncover the most efficient way to apply it.
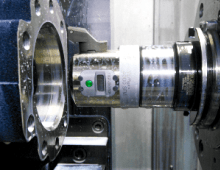
The return on investment from digital boring comes from the time saved making adjustments on the spindle, as well as the increased adjustment accuracy.
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
There are three particularly sensitive areas of the tool holder assembly that can experience process-affecting wear and tear and cause a cycle to change.
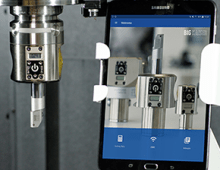
Machine shops of all shapes and sizes are facing more pressure than ever. While its primary purpose has traditionally been tool setup, tool presetters serve as both important tools and information hubs on the floor as technology advances.