NASCAR teams are very meticulous in what they do – always on the lookout for ways to be more productive in their machining processes to improve their cars.
Some exciting news recently swept through the halls here at BIG KAISER; we’re proud to share that our fearless leader, President and CEO, Chris Kaiser, received the 2016 Distinguished Service Award from the National Tooling & Machining Association (NTMA).
Workholding plays a critical role in the metalworking equipment equation. Chuck condition is becoming even more important in multi-axis machining where additional angles and motion can amplify problems.
Dialing in a finishing job can be meticulous, with several measurements, adjustments and discussions taking place. That not only costs time, but those tool touches and interactions introduce some risk inside a shop. Our next boring innovation will help eliminate many of those repeated interactions and extra adjustments.
The further the tool does its work from the spindle, the more room for error. Deep pockets and cavities usually signify that a part is nearing completion, making the smallest of errors almost impossible to recover from and very costly.
Just as your car’s health depends on regular oil changes and tune-ups, your shop tools and equipment require preventive maintenance to stay in good working order and to maximize life cycle.
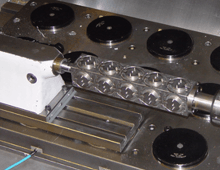
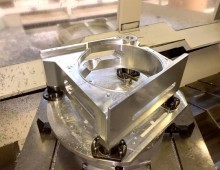
Charlie Mitchell, machinist for Andretti Autosport, spent up to eight hours setting up his five-axis machine with 10 tools to run 30 to 40 different processes on a part. Using UNILOCK pallets, set-ups times are 70 to 80 percent shorter.