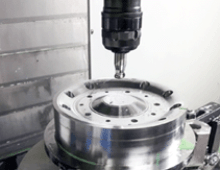
There are many advantages to turning (pun intended) to an underutilized operation that virtually every machining center is capable of: OD turning — otherwise known as “outer diameter turning”, “pin turning”, or “boss milling”.
Even the most well-planned boring process may not achieve the desired result. We’ve provided solutions to common rough boring problems to help get you back on the road to productivity.
With state-of-the-art toolholding technology, Jorge Rucoba’s machine shop doubled its process indicators and gained competitiveness in the Mexican mold market.
Considering we deal in some of the smallest parts and pieces in the machining world, we fully understand that your results will be only as strong as your weakest link.
What’s a good sign that a company is doing well and that they are constantly seeking better ways to serve their customers? The need to construct new facilities, of course.
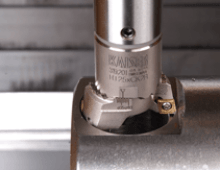
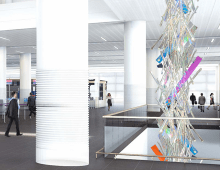
Ansonia Manufacturing, the only machine shop in the town of Sonoma, California, discovered the EWN2-32ExER32 boring head and used it to complete a tricky hardware component job for a “live” glass art sculpture.
Have you had a chance to read our recent article that appears in the Fabricating & Metalworking Magazine? Alan Miller, informs readers about different ways to absorb synchronization error.
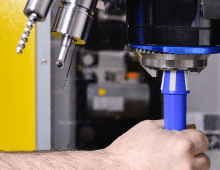
Boring tool performance depends greatly on the Length-to-Diameter (L:D) Ratio of the application. While this is a straightforward calculation, the Length and Diameter values to be used may not be that clear.
Fine boring heads provide high-precision finishing options for many applications, however, fine boring can be a delicate operation that can go awry. Check out these troubleshooting tips.
In an effort to capitalize on the success of Steven Covey’s bestseller, The 7 Habits of Highly Effective People, we thought we could do Mr. Covey one better with the 8 Habits of Highly Effective Boring.