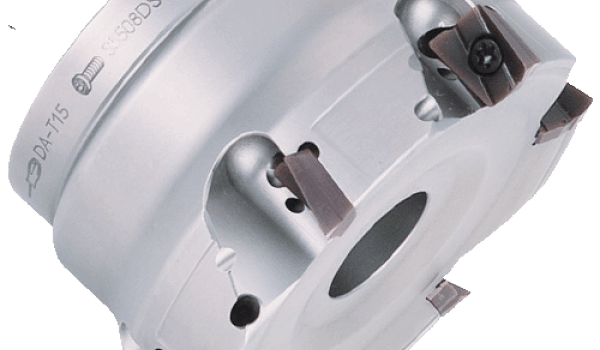
ID boring is a common and time-consuming operation on CNC lathes. Common issues have led to the development of world-class boring tools—traditionally used on milling machines—that have proven to be just as effective on a CNC lathe.
The limitations of using milling tools to prepare holes for finishing become apparent as hole depth and volume increase. Enter the relatively simple and affordable twin cutter, which can solve this and virtually any other holemaking problem.
While the latest machine tool technology may go a long way towards eliminating vibration and chatter, adding a new one may not be realistic. Luckily, there are less disruptive options that can make positive impacts on vibration without breaking the bank.
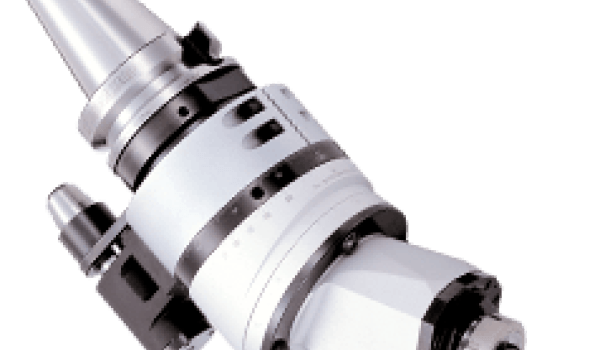
CNC machine tool efficiency is all about managing the components that must come together in proper alignment: the machine spindle, toolholder assembly and workspace.
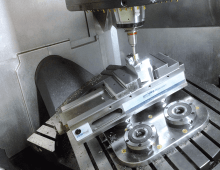
With a little knowhow and the right tools, see how you can significantly reduce cycle time by rough boring instead of performing a helical interpolation with a mill.
A pilot or spot drill, also known as a starter drill, is typically required when the succeeding drill is longer than 10xD or smaller than Ø 1.00 mm. Starter drills can also be used to improve hole location due to their short, rigid geometries.
Even though it has been around forever, does the vise have limitations for shops in a competitive marketplace? Do you need to reinvent the wheel to reduce some of its limitations? To evaluate the vise’s viability in today’s manufacturing operations, we need to uncover the most efficient way to apply it.