Publish date
Jan 22, 2024

Reporting on Sphinx product manager, Cory Cetkovic’s presentation at our annual Breakfast & Learn event earlier this year, Production Machining recently published a column called “Tools and Technologies for Deep Hole Drilling.”
The column is jam-packed with actionable advice for handling the most common challenges associated with the difficult operation–runout, drill walking, chip control, drill selection and coolant use. Here are just a couple useful pieces of advice editor, Chris Felix gleaned from Cory’s presentation.
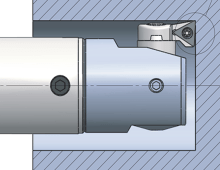
On runout control: As Felix notes, this is one of the biggest challenges of deep hole drilling. As length of the cutting tool increases accuracy and tool life run more of a risk of falling victim to runout. Tool holder and machine accuracy go a long way towards preserving consistency and longevity in these factors—the very small tools commonly involved in these cuts need all the support they can get.
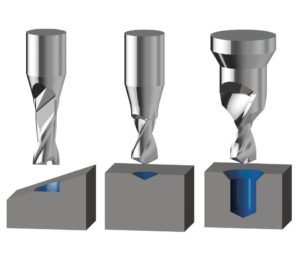
On walking: Because drills rotate, their first physical reaction to meeting a part is to slide, or walk, across the part as opposed to drill through it risking tool breakage or unintended markings or cuts on the part. A clean perpendicular entry point and sharp cutting edges are very important to success in these jobs. Other ways to avoid walking include using a center drill or mill—on inclined surfaces—to establish an ideal entry point.
The article goes on to explain Cory’s take on how to choose drills with the right point angle and diameter, the proper applications of internal and external coolant and maintaining hole straightness in extreme depth-to-diameter ratios.
Read the full article here.
You can also request access to video or PDFs of Cory’s full presentation by emailing our marketing manager, Tim Stapula, here: tim.stapula@us.bigkaiser.com.




Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.