Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
In an effort to capitalize on the success of Steven Covey’s bestseller, The 7 Habits of Highly Effective People, we thought we could do Mr. Covey one better with the 8 Habits of Highly Effective Boring.
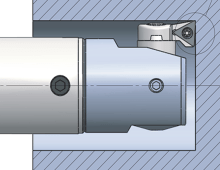
Enhance your machining skills by understanding when to use balanced cutting for precise straight holes and stepped cutting for efficient heavy cuts—ensuring smarter tool choices and project success.
Manufacturing miniature parts and features is not new. In the past, EDM and laser technologies were used to create these features. Although these technologies worked for low volume jobs, they are not practical for the high volume micro applications that are in demand today.
Many machine shops lack objective criteria for making toolholder purchasing decisions & most are made by price alone. However they can improve runout significantly by using the right toolholders.
Here are some insights into the extra care and know-how needed to achieve success and build a successful reputation as a reliable supplier of micro machined parts.
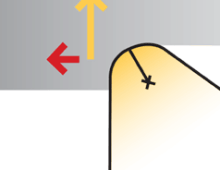
Even among experienced machinists, choosing the right insert for boring a hole remains a difficult process that is fraught with myth and misconception. However, it is no myth that insert selection can completely save or kill performance on an application.
Even the most well-planned boring process may not achieve the desired result. We’ve provided solutions to common rough boring problems to help get you back on the road to productivity.