Latest Tips
Demystifying Insert Nose Radius Selection
Even among experienced machinists, choosing the right insert for boring a hole remains a difficult process fraught with myth and misconception. However, it is no myth that insert selection can completely save or kill the performance on an application. We can spend all day talking about the best insert substrate/coating (or lack thereof), shape, chip breaker geometry, etc. for a job, but I feel it's important to address one of the most common problems that I come across: use of improper insert nose radius.
I've spoken to machinists who are loyal to one nose radius size or leaving a certain amount of stock on a hole simply because it worked on a job years ago and seems to work well on most other jobs. They are then dumbfounded when working on a new job and suddenly there is heavy chattering or poor surface finish. The truth is, proper nose radius selection depends on the unique specifications of each job, mainly:
- How much material stock remains
- Desired feed rate or surface finish
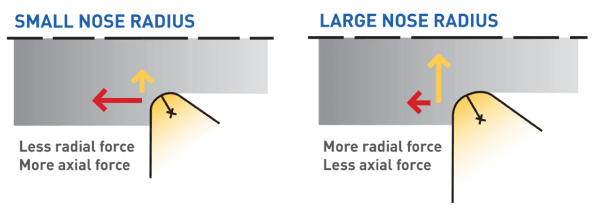
In general, you want to minimize radial forces and maximize axial forces acting on the cutting edge. The dreaded chattering phenomenon is caused by excess radial force deflecting the tool, causing it to "bounce" rapidly on and off the wall of the bore. The typical rule of thumb is to have a radial depth of cut one-half to two-thirds of the nose radius. For example, when using a 16 thou nose radius insert, leave a stock of 16-20 thou on diameter for your finishing pass (be careful not to confuse radial depth of cut with depth of cut on diameter). Maintaining these proper cutting forces encourages good chip formation. Try to use a smaller nose radius as your boring jobs get longer, as this will combat the overwhelming radial forces that cause chattering. But above all, make sure you're leaving the right amount of stock for your particular inserts.
Sometimes, jobs will require a certain surface finish. Surface finish, insert nose radius and feed rate go hand-in-hand. Without getting too technical, surface finish improves as you decrease the feed rate (keeping speed the same) and increase the size of the nose radius. These are the first two options you will want to consider. For this reason, don't forget to increase the amount of stock if you switch to a larger nose radius. Also, decreasing the feed rate too much in an attempt to get a better surface finish runs the risk of chattering because the axial depth of cut is less than the hone on the insert tip. If all else fails, you can "cheat" by changing the shape of the nose radius itself to a wiper geometry. This makes the radial cutting edge effectively flat, which produces a surface finish 2x better than a standard insert nose radius at the same feed rate.
Yet another factor to keep in mind is the fact that a smaller nose radius corner will be more prone to breakage than an identical-sized insert with a larger nose radius.
So, as you can see, many different factors are at play and it's easy for your head to start spinning. Hopefully, some of these tips point you in the right direction. If stubborn applications don't seem to respond to anything you do, or if you need assistance in selecting the right insert, BIG DAISHOWA's technical department is here to assist you. Please contact us at engineering@us.bigdaishowa.com or (224) 770-2999 for help with inserts or any other tooling questions.
Categories
Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.
Add new comment