BIG DAISHOWA has introduced MEGA ER Grip, a new premium ER collet chuck system featuring the best runout accuracy in the industry: .00012" (3 microns) at 5xD.
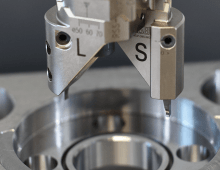
When it comes to aerospace components, the slightest imperfection could be catastrophic. Our experts answer five questions about boring precision holes on aerospace parts.
With thousands of part numbers to choose from, product selection can be a bit overwhelming. Take a look at some overlooked products and services that can help guarantee higher performance for your shop.
This new micro deep-hole drill from BIG DAISHOWA’s Sphinx line provides a time-saving option for creating wire EDM starter holes, averaging 5X faster per hole according to testing.
For many shops setup may be the silent time killer. Shaving just 15 minutes off each setup can add up to tens of thousands of dollars in savings. But where to start?
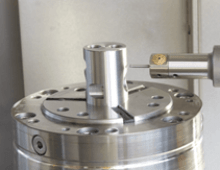
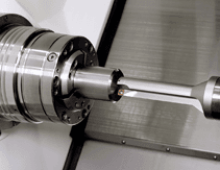
ID boring is a common and time-consuming operation on CNC lathes. Common issues have led to the development of world-class boring tools—traditionally used on milling machines—that have proven to be just as effective on a CNC lathe.
There are three particularly sensitive areas of the tool holder assembly that can experience process-affecting wear and tear and cause a cycle to change.
The further the tool does its work from the spindle, the more room for error. Deep pockets and cavities usually signify that a part is nearing completion, making the smallest of errors almost impossible to recover from and very costly.
Many machine shops lack objective criteria for making toolholder purchasing decisions & most are made by price alone. However they can improve runout significantly by using the right toolholders.
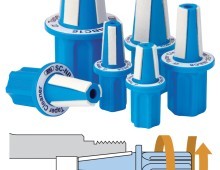
Shrink-fit and hydraulic holders are both useful in low clearance, tight work envelopes found in moldmaking and multi-axis machining applications. When deciding which one to use, their differences will guide your choice. Here are some of the fundamental contrasts to help you decide which holder type is best for your work.