To achieve efficient tool life, proper finish and productivity in high-speed work, tool holders need to be as rigid, compact and short as possible to keep the whole assembly stable. Here's what you need to know when choosing a high-speed tool holder.
We’ve built our name on tool holders, boring tools, cutting tools and specialized solutions for the everyday and most demanding machining operations. You may be surprised to learn we have deep expertise in lathe tooling as well. We have to. Lathes are critical to the development and production of our tools.
There’s a lot to consider when deciding how to tool up a new machine. Committing to a thorough tooling selection upfront is vital. Think about your tooling and machine tool as a symbiotic partnership: what affects one affects the other.
Whether you're performing rough boring operations or precision finishing work, there are a lot of considerations that go into the job. Starting with the right boring head is the first order of business, and there are several considerations to make an informed decision.
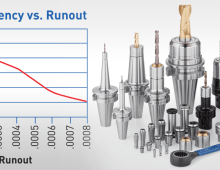
Everyone wants to get the most out of their tool holders. While some may take a set it and forget it approach with holders, it’s not recommended, as they have a direct impact on both parts and machinery. Here are some tips to ensure your holders deliver.
Aerospace is unique among industries in its thirst for component accuracy with ‘blemish-free’ precision. Unlike any other industry, anything that goes into the air has to be on spec, as the smallest imperfection in machining can adversely affect flight safety.