A lot of conflicting information has circulated about balancing tools over the years. Let's clear some things up and make life a little easier for you.
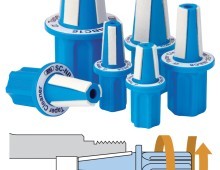
Tool holders play a critical role in connecting elements maximizing machining performance, however, several different styles are available and the most suitable one will depend on the operation.
CNC machine tool efficiency is all about managing the components that must come together in proper alignment: the machine spindle, toolholder assembly and workspace.
The chances of a tool slipping or pulling out in its holder during work is increasing. Here are some insights to help you select the proper holder for your work.
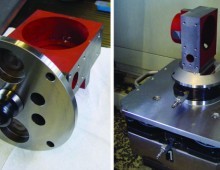
BIG DAISHOWA's HSK-A125 tooling system, for machines such as Makino's T2 and T4 models, is the ideal solution for the aerospace industry – capable of tackling large-scale titanium and other workpieces on massive tables.
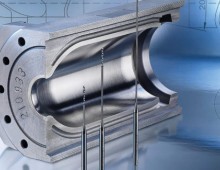
BIG DAISHOWA has introduced the C3 program, an expansion of the BIG CAPTO tool holder line, designed to increase efficiency and precision for small lathes.
While the latest machine tool technology may go a long way towards eliminating vibration and chatter, adding a new one may not be realistic. Luckily, there are less disruptive options that can make positive impacts on vibration without breaking the bank.
There are three particularly sensitive areas of the tool holder assembly that can experience process-affecting wear and tear and cause a cycle to change.
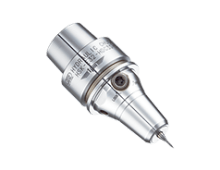
BIG DAISHOWA is introducing the RBX12 Air Power Spindle, a high-speed air-driven spindle that achieves an impressive variable rotational speed of 100,000-120,000 RPM.
Here are some insights into the extra care and know-how needed to achieve success and build a successful reputation as a reliable supplier of micro machined parts.
Manufacturing miniature parts and features is not new. In the past, EDM and laser technologies were used to create these features. Although these technologies worked for low volume jobs, they are not practical for the high volume micro applications that are in demand today.
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.