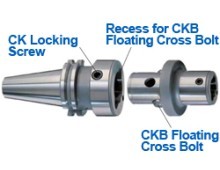
To realize new efficiencies and make things easier for end users, the name of the modular boring system connection was changed to be more in line with global standards.
Because of the popularity of BIG-PLUS, many tooling companies, without a proper license, offer what they call dual-contact tooling. But not all dual-contact is the same. Let’s tackle a few of the most common misconceptions.
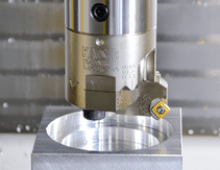
Anyone who’s made holes understands the difficulties that can arise: vibration, wander and even breakage. When it comes to production-level volume, these issues become even more limiting. Many turn to helical interpolation with a mill as a reliable way to rough out holes. We’re here to tell you there’s a faster, easier option.
Jack Burley, president and COO of BIG DAISHOWA, shares some of his observations over the years, predictions for the industry and his vision for the company.
Learn how high-quality boring tools and digital technology improve accuracy, reduce downtime and increase ROI, helping shops overcome common challenges and achieve more consistent machining results.
Learn how to evaluate precision tooling quality with expert tips on AT tolerance, tool components, and manufacturing processes to improve accuracy, performance and cost efficiency in machining.
Because the BIG-PLUS spindle system gets so much of our customers’ attention and interest, people often forget that BIG DAISHOWA offers an extensive line-up of other popular dual contact solutions, most notably HSK & BIG CAPTO.
ID boring is a common and time-consuming operation on CNC lathes. Common issues have led to the development of world-class boring tools—traditionally used on milling machines—that have proven to be just as effective on a CNC lathe.
Machinery tooling and equipment that get parts produced the fastest is always the best choice, right? But what else needs to be considered when choosing equipment for low- to mid-range production volumes?
Over the last couple of decades, digitization has increasingly crept into our lives. In the metalworking world it’s undeniable. Digital boring heads have emerged as indispensable time-saving and quality-ensuring tools in machine shops.