The further the tool does its work from the spindle, the more room for error. Deep pockets and cavities usually signify that a part is nearing completion, making the smallest of errors almost impossible to recover from and very costly.
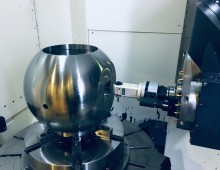
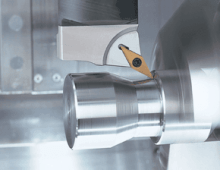
The first challenge to machinability – beyond simply working in titanium – for Colorado-based Cogitic Corporation was securing the cylinder in the universal machining center. It was also important to maintain access to the through-hole, which has an internal square key slot perpendicular to the stem hole.
Charlie Mitchell, machinist for Andretti Autosport, spent up to eight hours setting up his five-axis machine with 10 tools to run 30 to 40 different processes on a part. Using UNILOCK pallets, set-ups times are 70 to 80 percent shorter.
Insufficient retention force of the spindle clamping mechanism could lead to reduced rigidity and vibrations, loss of machining quality, poor surface finish and shortened tool life. To help solve this problem, we have developed Dyna Force, a device for measuring the retention force of machine tool spindles.
Because of the popularity of BIG-PLUS, many tooling companies, without a proper license, offer what they call dual-contact tooling. But not all dual-contact is the same. Let’s tackle a few of the most common misconceptions.