Milling is a core operation in all kinds of manufacturing environments. Here are five different types of milling holders, each with their own strengths and weaknesses. We’re here to help you choose with a breakdown and tips for using each.
Chattering and deflection have always been the bane of machinists’ existence, so much so that the sight of a long and slender tool holder will immediately cause goosebumps. If you understand why a long tool holder behaves the way it does, you’ll know that there are ways to fight back against this bending.
Current travel and visitor restrictions continue to disrupt the normal schedule of service calls to manufacturers. To keep our customers up and running, the BIG KAISER Tool Measuring Solutions Department offers remote maintenance sessions.
Maintenance is really important and kind of a pain. When it comes to all-important spindle maintenance, you can avoid the pain by using simple tools and devices.
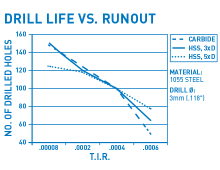
The further the tool does its work from the spindle, the more room for error. Deep pockets and cavities usually signify that a part is nearing completion, making the smallest of errors almost impossible to recover from and very costly.
After years of close observation and collaboration with manufacturing companies of all sizes, BIG DAISHOWA Seiki engineers have learned how the choice of tool holders affects production costs on the shop floor.
Charlie Mitchell, machinist for Andretti Autosport, spent up to eight hours setting up his five-axis machine with 10 tools to run 30 to 40 different processes on a part. Using UNILOCK pallets, set-ups times are 70 to 80 percent shorter.
When it comes to securely and accurately situating material on a machine table, there’s often more than one way to get the job done. With that in mind, consider these fundamental factors before purchasing new workholding.
Anyone who’s made holes understands the difficulties that can arise: vibration, wander and even breakage. When it comes to production-level volume, these issues become even more limiting. Many turn to helical interpolation with a mill as a reliable way to rough out holes. We’re here to tell you there’s a faster, easier option.