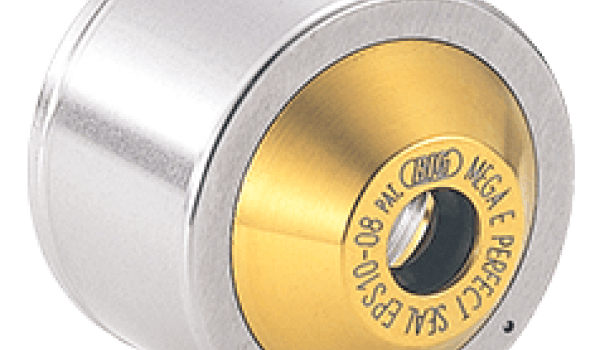
NEW BABY COLLET is a series of collets that are world-renowned for their unmatched accuracy and precision. They are the world's first etched with a AA grade that guarantees their excellent runout accuracy.
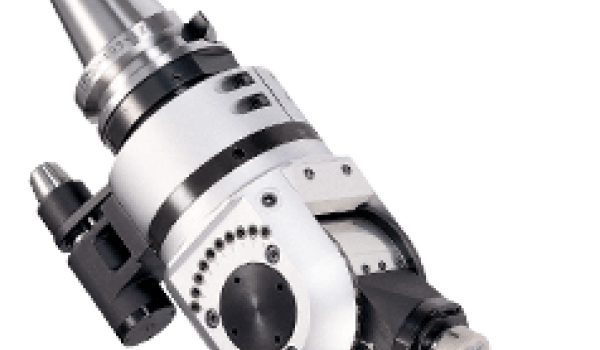
BIG DAISHOWA has launched the HMCJ, a super-slim milling chuck with peripheral coolant supply, designed to support heavy-duty and finish end milling tasks with power and precision using Ø1/2” or Ø12mm cutters.
Good measurements make setups faster, reduce recuts and identify potential spindle or holder issues before they become bigger problems. Let’s look at a few of the key areas to measure and the handy solutions available.