Workholding plays a critical role in the metalworking equipment equation. Chuck condition is becoming even more important in multi-axis machining where additional angles and motion can amplify problems.
Whether you're performing rough boring operations or precision finishing work, there are a lot of considerations that go into the job. Starting with the right boring head is the first order of business, and there are several considerations to make an informed decision.
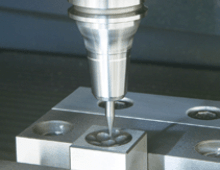
ID boring is a common and time-consuming operation on CNC lathes. Common issues have led to the development of world-class boring tools—traditionally used on milling machines—that have proven to be just as effective on a CNC lathe.
Considering we deal in some of the smallest parts and pieces in the machining world, we fully understand that your results will be only as strong as your weakest link.
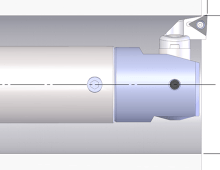
Boring tool performance depends greatly on the Length-to-Diameter (L:D) Ratio of the application. While this is a straightforward calculation, the Length and Diameter values to be used may not be that clear.
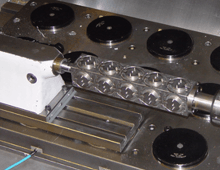
There are many advantages to turning (pun intended) to an underutilized operation that virtually every machining center is capable of: OD turning — otherwise known as “outer diameter turning”, “pin turning”, or “boss milling”.