With state-of-the-art toolholding technology, Jorge Rucoba’s machine shop doubled its process indicators and gained competitiveness in the Mexican mold market.
By accessing this website, you are agreeing to be bound by these website Terms and Conditions of Use, all applicable laws, and regulations, and agree that you are responsible for compliance with any applicable local laws.
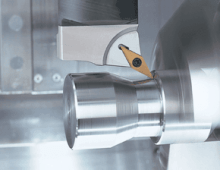
There’s more than one way to finish a hole. The most effective option will depend on the number of parts, acceptable cycle time and tolerance callouts.
Consistent accuracy is the name of the game when it comes to tool presetters. The best way to ensure you can keep faith in your presetter, just like any other piece of machinery, is to perform regular maintenance.
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
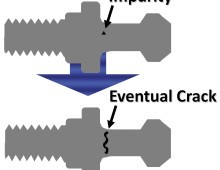
Everyone wants to get the most out of their tool holders. While some may take a set it and forget it approach with holders, it’s not recommended, as they have a direct impact on both parts and machinery. Here are some tips to ensure your holders deliver.
BIG DAISHOWA recently joined Okuma America Corporation’s Partners in THINC network, a collaborative network of 40+ companies that service the metalcutting and manufacturing industries.
After researching presetters for eight years—including four trips to IMTS—CEO Ronda Peterson knew it was the time to invest in the next level of efficiency for her shop.
NTMA members visited BIG Daishowa Seiki in Japan during the association’s 2016 Tech Tour last month. The annual Tech Tour is a special opportunity for NTMA members to learn, network and tour manufacturing facilities outside the U.S.