BIG KAISER is BIG in supporting education. Nowadays, you hear so much in the manufacturing community that there are fewer students able to work in manufacturing as a result of lacking in skills.
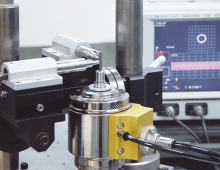
Current travel and visitor restrictions continue to disrupt the normal schedule of service calls to manufacturers. To keep our customers up and running, the BIG KAISER Tool Measuring Solutions Department offers remote maintenance sessions.
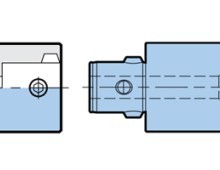
Enhance your machining skills by understanding when to use balanced cutting for precise straight holes and stepped cutting for efficient heavy cuts—ensuring smarter tool choices and project success.
Boring tool performance depends greatly on the Length-to-Diameter (L:D) Ratio of the application. While this is a straightforward calculation, the Length and Diameter values to be used may not be that clear.
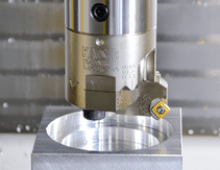
Pullout is a major issue facing manufacturers using milling chucks, especially when machining heat-resistant super alloys (HRSA) like titanium or inconel
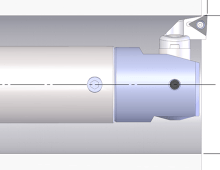
ID boring is a common and time-consuming operation on CNC lathes. Common issues have led to the development of world-class boring tools—traditionally used on milling machines—that have proven to be just as effective on a CNC lathe.
When one variable can make an impact on the result, as in metalworking, it’s a good idea to eliminate as many as possible. Each BIG DAISHOWA part is built to fit precisely and work specifically within each finished product.
Anyone who’s made holes understands the difficulties that can arise: vibration, wander and even breakage. When it comes to production-level volume, these issues become even more limiting. Many turn to helical interpolation with a mill as a reliable way to rough out holes. We’re here to tell you there’s a faster, easier option.
Have you had a chance to read our recent article that appears in the Fabricating & Metalworking Magazine? Alan Miller, informs readers about different ways to absorb synchronization error.