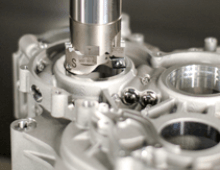
Machining at higher speeds can save time and money, however, increasing the speed also means increasing the inherent risk in the situation. To maximize speed potential, a holistic approach that considers tool, holder, machine and operator is essential.
With thousands of part numbers to choose from, product selection can be a bit overwhelming. Take a look at some overlooked products and services that can help guarantee higher performance for your shop.
There’s more than one way to make holes, but some approaches are better than others. Working with customers from across every industry, our team gets to see what works and what doesn’t. These are a few of the interesting questions—and unexpected answers.
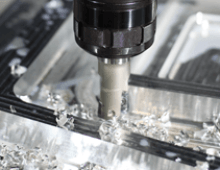
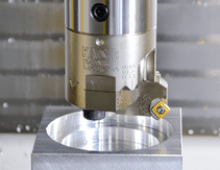
Anyone who’s made holes understands the difficulties that can arise: vibration, wander and even breakage. When it comes to production-level volume, these issues become even more limiting. Many turn to helical interpolation with a mill as a reliable way to rough out holes. We’re here to tell you there’s a faster, easier option.
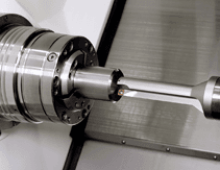
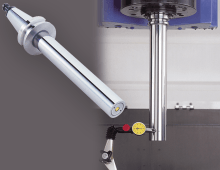
A machine’s spindle is one of the key links in the machining chain. It makes regular inspection and spindle maintenance critical to getting the most out of your equipment and maintain process efficiency.
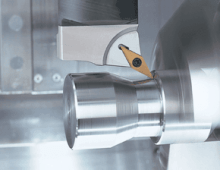
Discover how the right tool holder solved serious cutting challenges from reducing runout and streamlining operations to enabling efficiency and boosting part quality.
We offer tool holder backup screws to control cutting tool length, clamping bolts for face/shell mill arbors, and Weldon screws for side lock end mill holders.