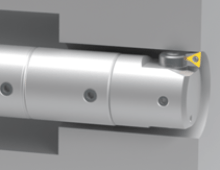
C-CUTTER BOY is designed to simplify your chamfering operations on manual bench-drilling machines. Its carbide support pads and carbide inserts provide long tool life. Three cutting edges make it an economical option.
Manufacturing miniature parts and features is not new. In the past, EDM and laser technologies were used to create these features. Although these technologies worked for low volume jobs, they are not practical for the high volume micro applications that are in demand today.
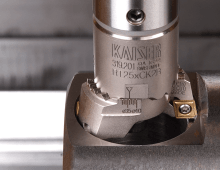
Deep hole boring comes with challenges created by the inevitable deflection that occurs when trying to finish a hole of a substantial depth. Various factors determine the best approach to solving the issue, and it’s important to consider all factors before choosing a solution for your boring needs.
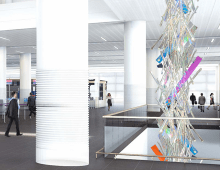
Ansonia Manufacturing, the only machine shop in the town of Sonoma, California, discovered the EWN2-32ExER32 boring head and used it to complete a tricky hardware component job for a “live” glass art sculpture.
Chattering and deflection have always been the bane of machinists’ existence, so much so that the sight of a long and slender tool holder will immediately cause goosebumps. If you understand why a long tool holder behaves the way it does, you’ll know that there are ways to fight back against this bending.
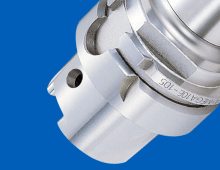
The full radial contact and extreme gripping force of Hi-Power Milling Chucks delivers the stability needed to increase spindle speeds by 20 percent in one application at Team Penske.
We’ve seen and heard it all when it comes to boring holes. That said, there are always a few questions that pop up over and over. From optimizing modular boring assemblies to deciding between twin boring or high-feed milling, here’s some of our best boring advice.
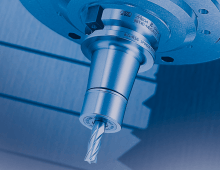
Chamfering the entry and exit of 0.80mm to 6.00mm holes can be a tedious, time-consuming process. The Noventa from SPHINX can transform this process using an innovative geometry that improves cycle time, tool life and surface quality.