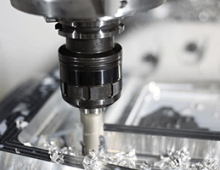
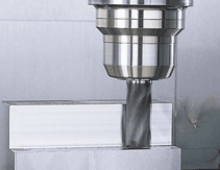
Manufacturing miniature parts and features is not new. In the past, EDM and laser technologies were used to create these features. Although these technologies worked for low volume jobs, they are not practical for the high volume micro applications that are in demand today.
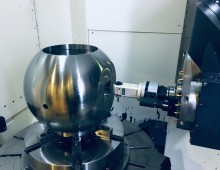
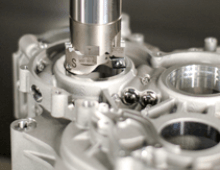
The first challenge to machinability – beyond simply working in titanium – for Colorado-based Cogitic Corporation was securing the cylinder in the universal machining center. It was also important to maintain access to the through-hole, which has an internal square key slot perpendicular to the stem hole.
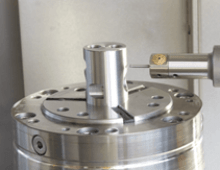
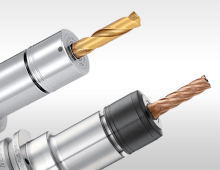
ID boring is a common and time-consuming operation on CNC lathes. Common issues have led to the development of world-class boring tools—traditionally used on milling machines—that have proven to be just as effective on a CNC lathe.
When it comes to aerospace components, the slightest imperfection could be catastrophic. Our experts answer five questions about boring precision holes on aerospace parts.
Machinery tooling and equipment that get parts produced the fastest is always the best choice, right? But what else needs to be considered when choosing equipment for low- to mid-range production volumes?
There’s more than one way to make holes, but some approaches are better than others. Working with customers from across every industry, our team gets to see what works and what doesn’t. These are a few of the interesting questions—and unexpected answers.
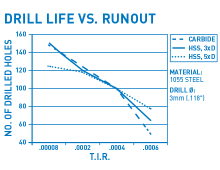
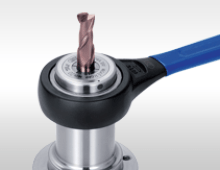
Cheater bars are appropriately named, especially when it comes to tightening tool holders. We see the common pipes that are often added to the end of wrenches to achieve more torque in customers’ shops all the time. And while these makeshift wrenches may make tightening or loosening holders easier, the damage they can cause is often overlooked.
When it comes to dialing in an ER system’s performance to match a specific application’s requirements or long life, there are three components to consider: the collet, the body of the holder and the nut.