From a safety standpoint, limiting surface contacts and close interactions are two of the most important steps that can be taken to help prevent the spread of illness. It got us thinking about how our tooling and systems can help maintain a safer environment.
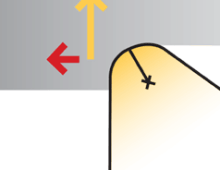
Chamfering the entry and exit of 0.80mm to 6.00mm holes can be a tedious, time-consuming process. The Noventa from SPHINX can transform this process using an innovative geometry that improves cycle time, tool life and surface quality.
As part of a continued effort to fully serve users throughout the long lifetimes of their BIG Kaiser products, we’ve made it faster, easier and more cost effective to have some popular products repaired and properly maintained.
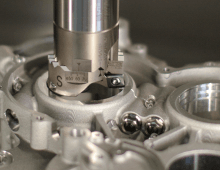
There’s more than one way to finish a hole. The most effective option will depend on the number of parts, acceptable cycle time and tolerance callouts.
No matter what, a new machine represents a significant cost in a manufacturing project. This investment can be compromised if it is not tooled up properly.
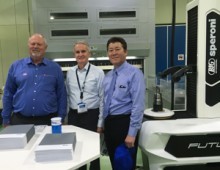
NTMA members visited BIG Daishowa Seiki in Japan during the association’s 2016 Tech Tour last month. The annual Tech Tour is a special opportunity for NTMA members to learn, network and tour manufacturing facilities outside the U.S.
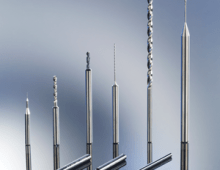
The BIG DAISHOWA SPHINX drill series includes more than 2,000 different drills under 3 mm in diameter as standard. With a range of 0.05 to 3 mm diameters.
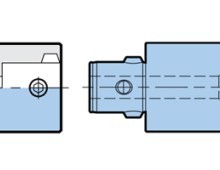
Even among experienced machinists, choosing the right insert for boring a hole remains a difficult process that is fraught with myth and misconception. However, it is no myth that insert selection can completely save or kill performance on an application.
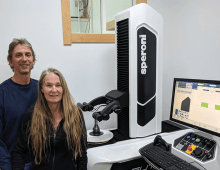
After researching presetters for eight years—including four trips to IMTS—CEO Ronda Peterson knew it was the time to invest in the next level of efficiency for her shop.