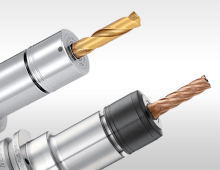
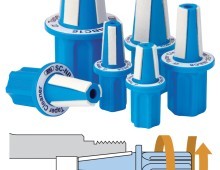
TAG90 center-through coolant angle heads deliver coolant directly from the machine spindle to the cutting edge, without passing through the stop block.
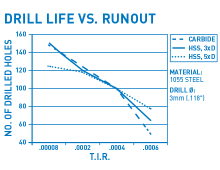
Many machine shops lack objective criteria for making toolholder purchasing decisions & most are made by price alone. However they can improve runout significantly by using the right toolholders.
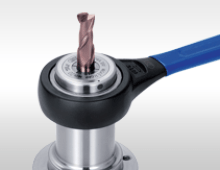
When it comes to dialing in an ER system’s performance to match a specific application’s requirements or long life, there are three components to consider: the collet, the body of the holder and the nut.
Machining at higher speeds can save time and money, however, increasing the speed also means increasing the inherent risk in the situation. To maximize speed potential, a holistic approach that considers tool, holder, machine and operator is essential.
Cheater bars are appropriately named, especially when it comes to tightening tool holders. We see the common pipes that are often added to the end of wrenches to achieve more torque in customers’ shops all the time. And while these makeshift wrenches may make tightening or loosening holders easier, the damage they can cause is often overlooked.
There are three particularly sensitive areas of the tool holder assembly that can experience process-affecting wear and tear and cause a cycle to change.
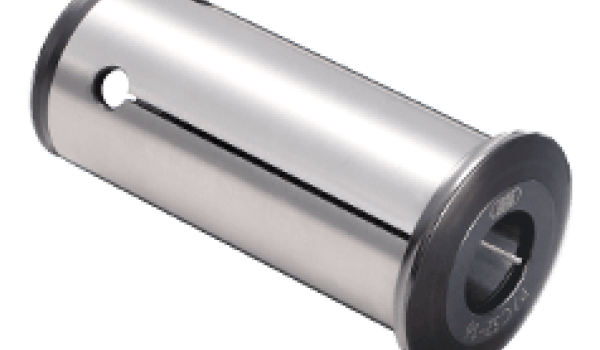
When choosing a tool holder, you want consistent results and long service life. Check out these considerations for rigid, consistent and durable tool holders.
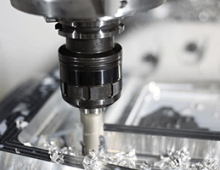
The Perfect Jet Collet, also known as PJC, is the perfect solution for achieving optimum end milling operations. Utilizing a peripheral coolant supply minimizes the loss of coolant caused by centrifugal forces during spindle rotation.
ER nuts are basic nuts with surface treatment for friction reduction. They have slots on the outside diameter and use a spanner wrench for nut tightening.