The contract manufacturer Schittl from Deutsch Kaltenbrunn specializes in the production of one-offs and small series projects. Based on a recommendation from the multi-brand dealer Metzler, they use chucks from BIG DAISHOWA. This is their story.
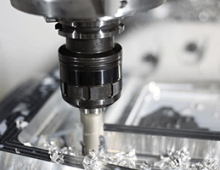
CNC machine tool efficiency is all about managing the components that must come together in proper alignment: the machine spindle, toolholder assembly and workspace.
Moldmakers hoping to avoid problems such as chatter, poor tool life and molds that fail quality control muster need to consider a variety of factors when selecting a long-reach toolholder.
There are three particularly sensitive areas of the tool holder assembly that can experience process-affecting wear and tear and cause a cycle to change.
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
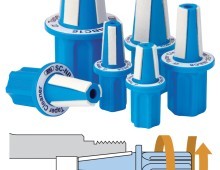
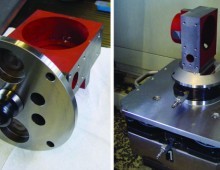
The flexible, modular Unilock Zero-Point Clamping System, offered by BIG DAISHOWA, is now available in a kit specifically designed for all Haas 160mm platter rotary indexing tables.
The mid-size diameter and adaptability to custom fixture designs make the Unilock 138 series BIG DAISHOWA’s best-selling round chuck workholding solution.
Shrink-fit and hydraulic holders are both useful in low clearance, tight work envelopes found in moldmaking and multi-axis machining applications. When deciding which one to use, their differences will guide your choice. Here are some of the fundamental contrasts to help you decide which holder type is best for your work.
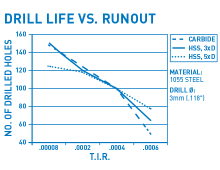
Many machine shops lack objective criteria for making toolholder purchasing decisions & most are made by price alone. However they can improve runout significantly by using the right toolholders.