The Sphinx Drinox Pilot Step Drill delivers up to three times longer tool life, three times higher coolant-through output and three times faster drilling.
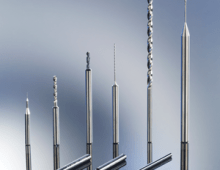
BIG DAISHOWA introduces the newest addition to its SPHINX micro drill line. The new drill, made of fine-grained solid carbide, delivers exceptional tool life and consistent process reliability.
This new micro deep-hole drill from BIG DAISHOWA’s Sphinx line provides a time-saving option for creating wire EDM starter holes, averaging 5X faster per hole according to testing.
The BIG DAISHOWA SPHINX drill series includes more than 2,000 different drills under 3 mm in diameter as standard. With a range of 0.05 to 3 mm diameters.
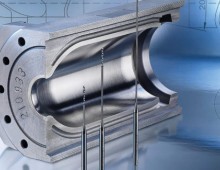
Deep hole boring comes with challenges created by the inevitable deflection that occurs when trying to finish a hole of a substantial depth. Various factors determine the best approach to solving the issue, and it’s important to consider all factors before choosing a solution for your boring needs.
A lot of conflicting information has circulated about balancing tools over the years. Let's clear some things up and make life a little easier for you.
Manufacturing miniature parts and features is not new. In the past, EDM and laser technologies were used to create these features. Although these technologies worked for low volume jobs, they are not practical for the high volume micro applications that are in demand today.
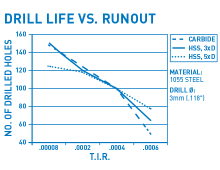
Many machine shops lack objective criteria for making toolholder purchasing decisions & most are made by price alone. However they can improve runout significantly by using the right toolholders.
The medical industry pushes the limits of precision for machining and tools. The trend toward less-invasive surgery using smaller parts translates to a need to better control the precision and tolerances of micromachining processes.
Here are some insights into the extra care and know-how needed to achieve success and build a successful reputation as a reliable supplier of micro machined parts.
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.