Aerospace is unique among industries in its thirst for component accuracy with ‘blemish-free’ precision. Unlike any other industry, anything that goes into the air has to be on spec, as the smallest imperfection in machining can adversely affect flight safety.
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
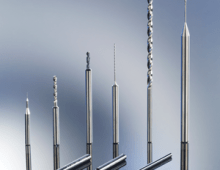
BIG DAISHOWA introduces the newest addition to its SPHINX micro drill line. The new drill, made of fine-grained solid carbide, delivers exceptional tool life and consistent process reliability.
The limitations of using milling tools to prepare holes for finishing become apparent as hole depth and volume increase. Enter the relatively simple and affordable twin cutter, which can solve this and virtually any other holemaking problem.
The return on investment from digital boring comes from the time saved making adjustments on the spindle, as well as the increased adjustment accuracy.
The chances of a tool slipping or pulling out in its holder during work is increasing. Here are some insights to help you select the proper holder for your work.
The BIG DAISHOWA SPHINX drill series includes more than 2,000 different drills under 3 mm in diameter as standard. With a range of 0.05 to 3 mm diameters.
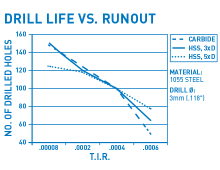
Many machine shops lack objective criteria for making toolholder purchasing decisions & most are made by price alone. However they can improve runout significantly by using the right toolholders.