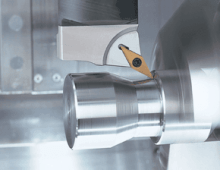
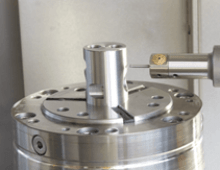
ID boring is a common and time-consuming operation on CNC lathes. Common issues have led to the development of world-class boring tools—traditionally used on milling machines—that have proven to be just as effective on a CNC lathe.
Dialing in a finishing job can be meticulous, with several measurements, adjustments and discussions taking place. That not only costs time, but those tool touches and interactions introduce some risk inside a shop. Our next boring innovation will help eliminate many of those repeated interactions and extra adjustments.
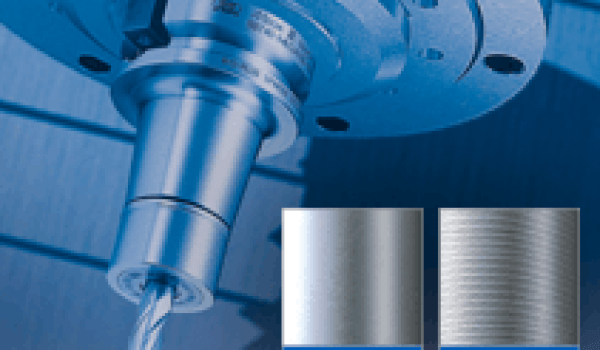
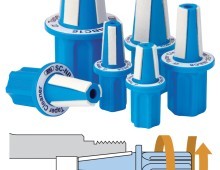
BIG-PLUS tool holders are supported on the flange face and taper providing excellent rigidity. It is interchangeable with existing machines and tool holders.
In order to take full advantage of a machine tool's capabilities, you must have the tooling to unlock a machine’s full capability. Here is some advice for making the most of a new machine tool with the right tooling.
The chances of a tool slipping or pulling out in its holder during work is increasing. Here are some insights to help you select the proper holder for your work.
There are three particularly sensitive areas of the tool holder assembly that can experience process-affecting wear and tear and cause a cycle to change.
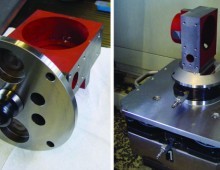
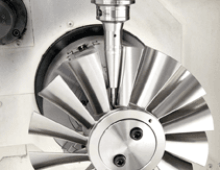
When it comes to aerospace components, the slightest imperfection could be catastrophic. Our experts answer five questions about boring precision holes on aerospace parts.
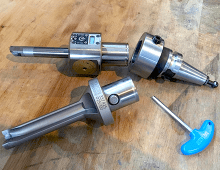
Whether you're performing rough boring operations or precision finishing work, there are a lot of considerations that go into the job. Starting with the right boring head is the first order of business, and there are several considerations to make an informed decision.
For many shops setup may be the silent time killer. Shaving just 15 minutes off each setup can add up to tens of thousands of dollars in savings. But where to start?
If you purchase cheap dual contact tooling after being told by a supplier that it will work just as good as the original you risk unsatisfactory performance.