The medical industry pushes the limits of precision for machining and tools. The trend toward less-invasive surgery using smaller parts translates to a need to better control the precision and tolerances of micromachining processes.
Deep hole boring comes with challenges created by the inevitable deflection that occurs when trying to finish a hole of a substantial depth. Various factors determine the best approach to solving the issue, and it’s important to consider all factors before choosing a solution for your boring needs.
When that inevitable job arises that requires higher RPM output, operators are left with the choice of replacing the machine altogether to gain higher productivity, or looking into an attachment, like a spindle speeder, to close the RPM gap.
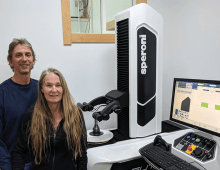
After researching presetters for eight years—including four trips to IMTS—CEO Ronda Peterson knew it was the time to invest in the next level of efficiency for her shop.
Because of the popularity of BIG-PLUS, many tooling companies, without a proper license, offer what they call dual-contact tooling. But not all dual-contact is the same. Let’s tackle a few of the most common misconceptions.
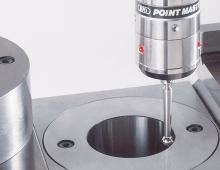
Accurate offsets and workpiece reference points are critical to effective setups and first-part accuracy. Taking a manual approach or attempting to verify these in the machine without the right measuring devices can be a delicate and time-consuming process.
If pictures speak 1,000 words, videos must speak about 10,000. Check out the quick clip below showing our Speroni MAGIC CNC tool presetting system in action.
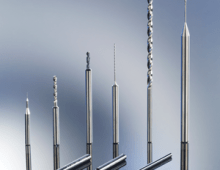
The BIG DAISHOWA SPHINX drill series includes more than 2,000 different drills under 3 mm in diameter as standard. With a range of 0.05 to 3 mm diameters.
Usually recognized as a supplier to the metalworking industry, BIG KAISER is of course also a manufacturing company, facing similar challenges and opportunities as the customers we serve.