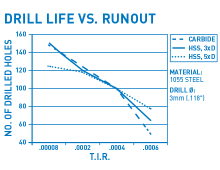
Runout is one of the sneakier issues machinists and tool managers must deal with. It’s almost impossible to recognize in-process and difficult to diagnose after the fact. We identify potential sources.
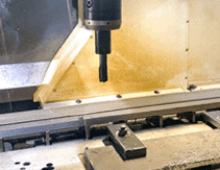
Machinery tooling and equipment that get parts produced the fastest is always the best choice, right? But what else needs to be considered when choosing equipment for low- to mid-range production volumes?
For many shops setup may be the silent time killer. Shaving just 15 minutes off each setup can add up to tens of thousands of dollars in savings. But where to start?
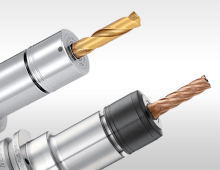
When it comes to dialing in an ER system’s performance to match a specific application’s requirements or long life, there are three components to consider: the collet, the body of the holder and the nut.
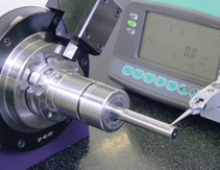
Good measurements make setups faster, reduce recuts and identify potential spindle or holder issues before they become bigger problems. Let’s look at a few of the key areas to measure and the handy solutions available.
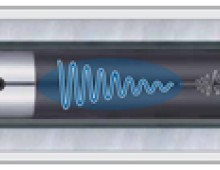
Machining vibration disrupts efficiency, reduces tool life and damages part finishes. Solving it isn’t easy as causes are varied and interconnected. Discover strategies to tackle vibration for better results.
Understanding and controlling runout is crucial for any machine shop looking to maintain competitive advantages in today's precision-driven manufacturing environment.
Considering we deal in some of the smallest parts and pieces in the machining world, we fully understand that your results will be only as strong as your weakest link.
After years of close observation and collaboration with manufacturing companies of all sizes, BIG DAISHOWA Seiki engineers have learned how the choice of tool holders affects production costs on the shop floor.
Smart Damper products are designed for deep-hole boring with BIG KAISER’s CKB modular boring system, and also for extended reach milling with both inch- and metric-pilot shell mills and face mills.
Because of the popularity of BIG-PLUS, many tooling companies, without a proper license, offer what they call dual-contact tooling. But not all dual-contact is the same. Let’s tackle a few of the most common misconceptions.
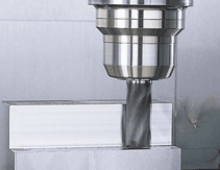
Five-axis roughing can be painstaking. Pairing the right holder with the right cutter can save serious time while cutting and when setting up -- and eliminate those pain points.