After years of close observation and collaboration with manufacturing companies of all sizes, BIG DAISHOWA Seiki engineers have learned how the choice of tool holders affects production costs on the shop floor.
Because of the popularity of BIG-PLUS, many tooling companies, without a proper license, offer what they call dual-contact tooling. But not all dual-contact is the same. Let’s tackle a few of the most common misconceptions.
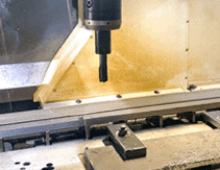
There’s more than one way to make holes, but some approaches are better than others. Working with customers from across every industry, our team gets to see what works and what doesn’t. These are a few of the interesting questions—and unexpected answers.
Learn how to evaluate precision tooling quality with expert tips on AT tolerance, tool components, and manufacturing processes to improve accuracy, performance and cost efficiency in machining.
No matter what, a new machine represents a significant cost in a manufacturing project. This investment can be compromised if it is not tooled up properly.
Even the most well-planned boring process may not achieve the desired result. We’ve provided solutions to common rough boring problems to help get you back on the road to productivity.
We’ve seen and heard it all when it comes to boring holes. That said, there are always a few questions that pop up over and over. From optimizing modular boring assemblies to deciding between twin boring or high-feed milling, here’s some of our best boring advice.
Enhance your machining skills by understanding when to use balanced cutting for precise straight holes and stepped cutting for efficient heavy cuts—ensuring smarter tool choices and project success.
Pullout is a major issue facing manufacturers using milling chucks, especially when machining heat-resistant super alloys (HRSA) like titanium or inconel