Aerospace is unique among industries in its thirst for component accuracy with ‘blemish-free’ precision. Unlike any other industry, anything that goes into the air has to be on spec, as the smallest imperfection in machining can adversely affect flight safety.
Manufacturing miniature parts and features is not new. In the past, EDM and laser technologies were used to create these features. Although these technologies worked for low volume jobs, they are not practical for the high volume micro applications that are in demand today.
Whether it’s your first presetter or your tenth, each is an important purchase decision. From choosing the right equipment to getting the team up to speed, we pledge to be your partner every step of the way.
Here are some insights into the extra care and know-how needed to achieve success and build a successful reputation as a reliable supplier of micro machined parts.
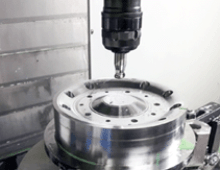
Keeping pace with modern manufacturing demands often means bridging the gap between design and production. Creative and resourceful applications of tooling and accessories, such as angle heads, can get complex parts out the door.
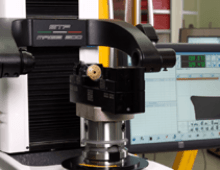
The presetting machines available today are accurate, easy to use and provide closed-loop tool compensation on the CNC machine tool, saving significant time during job change-over.
With state-of-the-art toolholding technology, Jorge Rucoba’s machine shop doubled its process indicators and gained competitiveness in the Mexican mold market.
For many shops setup may be the silent time killer. Shaving just 15 minutes off each setup can add up to tens of thousands of dollars in savings. But where to start?
Shrink-fit and hydraulic holders are both useful in low clearance, tight work envelopes found in moldmaking and multi-axis machining applications. When deciding which one to use, their differences will guide your choice. Here are some of the fundamental contrasts to help you decide which holder type is best for your work.
Charlie Mitchell, machinist for Andretti Autosport, spent up to eight hours setting up his five-axis machine with 10 tools to run 30 to 40 different processes on a part. Using UNILOCK pallets, set-ups times are 70 to 80 percent shorter.