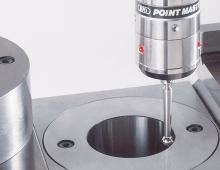
Accurate offsets and workpiece reference points are critical to effective setups and first-part accuracy. Taking a manual approach or attempting to verify these in the machine without the right measuring devices can be a delicate and time-consuming process.
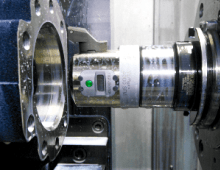
Discover how the right tool holder solved serious cutting challenges from reducing runout and streamlining operations to enabling efficiency and boosting part quality.
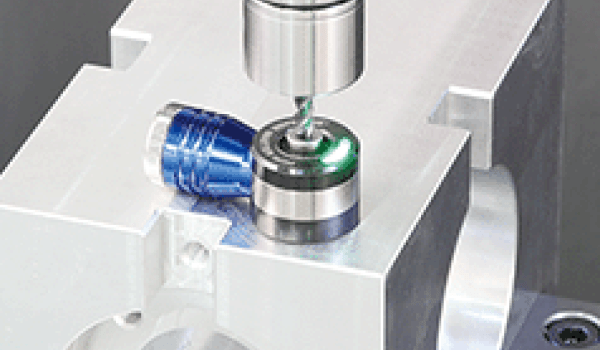
Enhance your machining skills by understanding when to use balanced cutting for precise straight holes and stepped cutting for efficient heavy cuts—ensuring smarter tool choices and project success.
The concept of using guide pins to load large fixtures has been around for a long time, and it even applies when incorporating Unilock zero-point clamping systems in your fixturing.
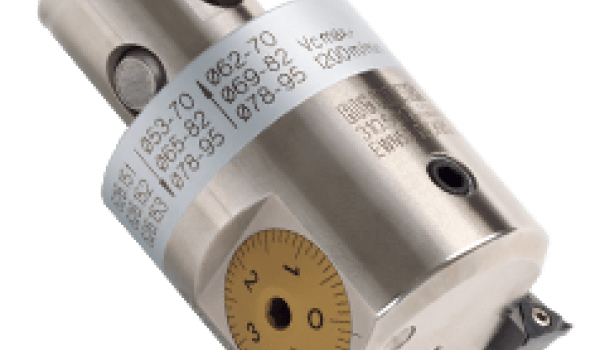
The return on investment from digital boring comes from the time saved making adjustments on the spindle, as well as the increased adjustment accuracy.
The Sphinx Drinox Pilot Step Drill delivers up to three times longer tool life, three times higher coolant-through output and three times faster drilling.
Base Master Series is a precision touch sensor to determine workpiece offsets and tool length. They can be mounted on the workpiece surface or machine table.