Publish date
Jan 22, 2024

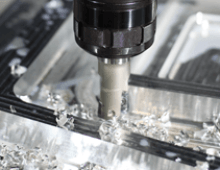
The current issue of Metalworking Production & Purchasing (MP&P), features an article penned by Sphinx Product Manager, Cory Cetkovic, about the changing landscape of micro machining. He notes how the growing volume of applications and demand today requires tooling capable of cutting smaller parts at production levels—not just prototypes or one-offs.
Cory goes on to explain in detail how micro tools—in our view anything with a diameter smaller than three millimeters—are by nature very different from more standard or macro-sized tools; factors like chip evacuation, feed rates and spindle speeds, as well as tool holder selection need to be looked at through a different lens in order to achieve optimum performance.
Here are a few key excerpts from the article titled, “Enhancing Productivity Using Micro Cutting Tools.”
On basic geometry…
“What is considered a sharp cutting edge for a macro tool – say 10 microns – is not for a micro tool. A 10 micron cutting edge radii taking a three micron chipload is not just dull, it is considered a highly negative rake.”
On built up edge…
“More likely on a micro cutter, it leads to more force being required to remove the material which results in cutter deflection, leading to premature failure.”
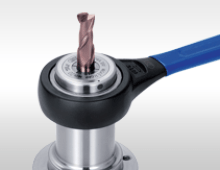
On tool holders…
“CNC machines are being tasked with operating at more than 20,000 rpm to efficiently facilitate micromachining with small diameter cutting tools. These speeds bring balance and dynamic run out into play, both of which are difficult to manage when using large tool holders.”
Cory goes on to describe four critical considerations in getting the most out of your micro tools. Click here to find those out and read the full article with images and diagrams in the August/September MP&P.





Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.