Charlie Mitchell, machinist for Andretti Autosport, spent up to eight hours setting up his five-axis machine with 10 tools to run 30 to 40 different processes on a part. Using UNILOCK pallets, set-ups times are 70 to 80 percent shorter.
After researching presetters for eight years—including four trips to IMTS—CEO Ronda Peterson knew it was the time to invest in the next level of efficiency for her shop.
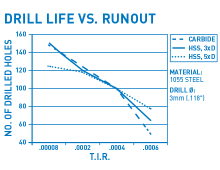
Understanding and controlling runout is crucial for any machine shop looking to maintain competitive advantages in today's precision-driven manufacturing environment.
With thousands of part numbers to choose from, product selection can be a bit overwhelming. Take a look at some overlooked products and services that can help guarantee higher performance for your shop.
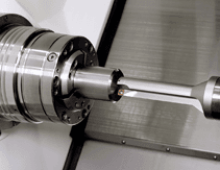
Chattering and deflection have always been the bane of machinists’ existence, so much so that the sight of a long and slender tool holder will immediately cause goosebumps. If you understand why a long tool holder behaves the way it does, you’ll know that there are ways to fight back against this bending.
After years of close observation and collaboration with manufacturing companies of all sizes, BIG DAISHOWA Seiki engineers have learned how the choice of tool holders affects production costs on the shop floor.
No matter what, a new machine represents a significant cost in a manufacturing project. This investment can be compromised if it is not tooled up properly.
Even the most well-planned boring process may not achieve the desired result. We’ve provided solutions to common rough boring problems to help get you back on the road to productivity.
Runout is one of the sneakier issues machinists and tool managers must deal with. It’s almost impossible to recognize in-process and difficult to diagnose after the fact. We identify potential sources.