Explore the versatility of the HSK tool system. Learn about the types, advantages and best uses of HSK tool holders to optimize your shop’s efficiency.
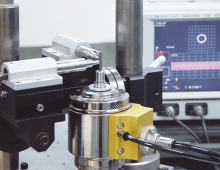
If pictures speak 1,000 words, videos must speak about 10,000. Check out the quick clip below showing our Speroni MAGIC CNC tool presetting system in action.
When one variable can make an impact on the result, as in metalworking, it’s a good idea to eliminate as many as possible. Each BIG DAISHOWA part is built to fit precisely and work specifically within each finished product.
Automated solutions are becoming more and more prominent in the machining industry. BIG DAISHOWA discusses the market’s current state, its latest developments and what it might look like in the future.
NASCAR teams are very meticulous in what they do – always on the lookout for ways to be more productive in their machining processes to improve their cars.
No matter what, a new machine represents a significant cost in a manufacturing project. This investment can be compromised if it is not tooled up properly.
The full radial contact and extreme gripping force of Hi-Power Milling Chucks delivers the stability needed to increase spindle speeds by 20 percent in one application at Team Penske.
As part of a continued effort to fully serve users throughout the long lifetimes of their BIG Kaiser products, we’ve made it faster, easier and more cost effective to have some popular products repaired and properly maintained.
Jet engine manufacturers have found that even the most infinitesimal imperfection can produce catastrophic results; absolute precision is the name of the game in the aerospace industry.
Good measurements make setups faster, reduce recuts and identify potential spindle or holder issues before they become bigger problems. Let’s look at a few of the key areas to measure and the handy solutions available.