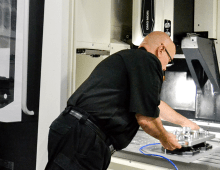
Charlie Mitchell, machinist for Andretti Autosport, spent up to eight hours setting up his five-axis machine with 10 tools to run 30 to 40 different processes on a part. Using UNILOCK pallets, set-ups times are 70 to 80 percent shorter.
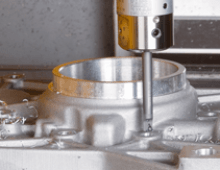
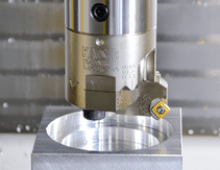
ID boring is a common and time-consuming operation on CNC lathes. Common issues have led to the development of world-class boring tools—traditionally used on milling machines—that have proven to be just as effective on a CNC lathe.
Even the most well-planned boring process may not achieve the desired result. We’ve provided solutions to common rough boring problems to help get you back on the road to productivity.
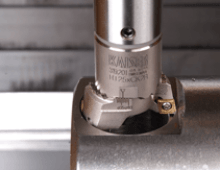
Fine boring heads provide high-precision finishing options for many applications, however, fine boring can be a delicate operation that can go awry. Check out these troubleshooting tips.
Because of the popularity of BIG-PLUS, many tooling companies, without a proper license, offer what they call dual-contact tooling. But not all dual-contact is the same. Let’s tackle a few of the most common misconceptions.
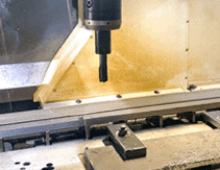
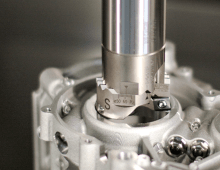
Anyone who’s made holes understands the difficulties that can arise: vibration, wander and even breakage. When it comes to production-level volume, these issues become even more limiting. Many turn to helical interpolation with a mill as a reliable way to rough out holes. We’re here to tell you there’s a faster, easier option.
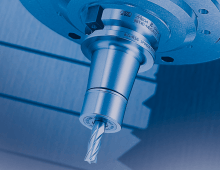
Chattering and deflection have always been the bane of machinists’ existence, so much so that the sight of a long and slender tool holder will immediately cause goosebumps. If you understand why a long tool holder behaves the way it does, you’ll know that there are ways to fight back against this bending.