Just as your car’s health depends on regular oil changes and tune-ups, your shop tools and equipment require preventive maintenance to stay in good working order and to maximize life cycle.
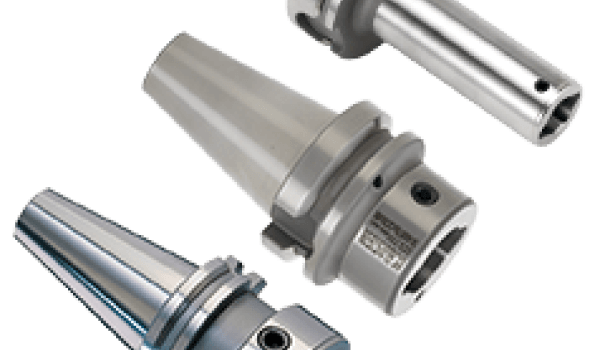
The NEW BABY CHUCK collet uses knowledge cultivated through years of experience to produce the world's highest precision and multi-purpose collet chuck system.
BIG KAISER's tool shank program contains more than 150 different types of shanks, allowing you to pick the perfect shank for your machine tool spindles.
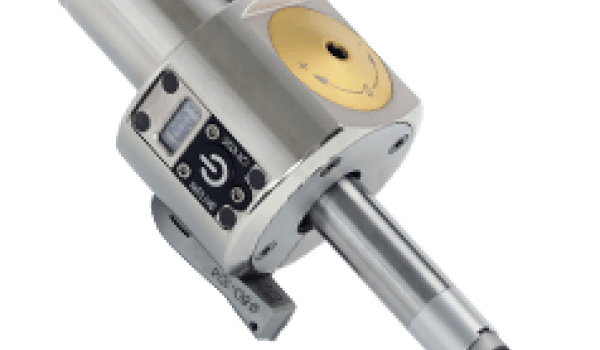
With sizes ranging from 41 to 203 mm, the EWE digital boring head for fine boring features a large on-head display and connects to the BIG KAISER app making extremely precise bores easier than ever.
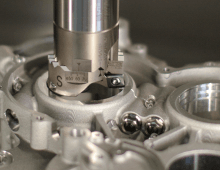
There’s more than one way to finish a hole. The most effective option will depend on the number of parts, acceptable cycle time and tolerance callouts.
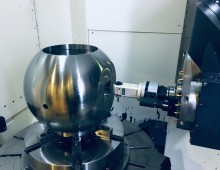
The first challenge to machinability – beyond simply working in titanium – for Colorado-based Cogitic Corporation was securing the cylinder in the universal machining center. It was also important to maintain access to the through-hole, which has an internal square key slot perpendicular to the stem hole.