Latest Posts




Combat Rising Carbide Costs with Better Tool Holders
Key Points
-
Rising carbide prices are increasing the cost per part, making it more important than ever for machine shops to maximize the usable life of every cutting tool.
-
Even small amounts of runout can dramatically shorten end mill life and lead to unnecessary carbide consumption.
-
Learn how improving tool holder precision can extend tool life, stabilize cutting performance and reduce overall tooling costs.

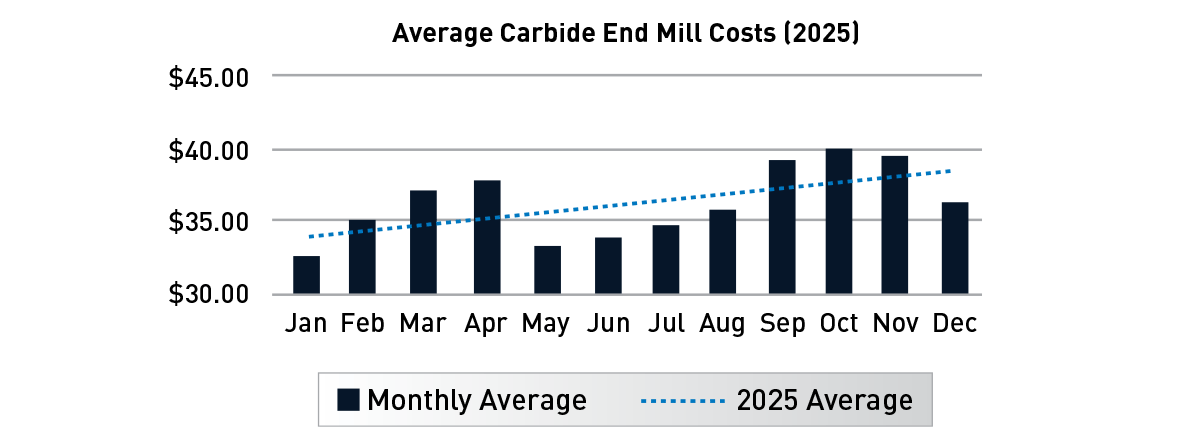
Carbide isn’t getting cheaper and neither is the cost per part. Limited tungsten supply, strong demand from aerospace and EV manufacturing and rising production costs are putting continued pressure on cutting tool pricing. For machine shops operating on already tight margins, every prematurely replaced carbide end mill adds up.
Jack Burley, president/COO of BIG DAISHOWA and chairman of the AMT Cutting Tool Product Group, explains, “Cutting tool manufacturers and importers are doing their best to control prices, but it has become more apparent that the overall prices for carbide and HSS-based products are on the rise. More products are being sold in total dollars, but unit volumes remain largely unchanged. Aerospace and defense continue to run hot, while agriculture and automotive remain flat.”
The biggest opportunity to reduce carbide costs is at the spindle. Even small amounts of runout can dramatically shorten usable tool life, turning rising material costs into unnecessary tool consumption.
Runout Effect on End Mills
Many machine shops lack objective criteria for tool holder selection. With nearly every manufacturer claiming high accuracy, perfect balance and strong clamping force, purchasing decisions are often made on price alone. What is frequently overlooked is the critical effect runout has on end mill performance, tool life and cost per part.
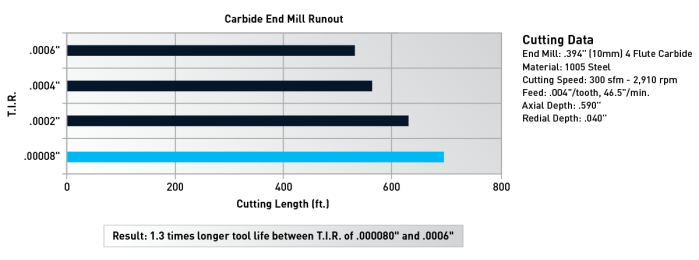
When an end mill runs with excessive runout, one flute does most of the cutting while the others rub or cut lightly. That overloaded flute sees higher temperatures and higher radial forces, causing edge breakdown, chipping and rapid wear. In carbide end mills, this imbalance shortens usable cutting length and often forces the tool to be replaced long before the carbide is fully consumed.
Testing by BIG DAISHOWA on a 4-flute, 10 mm solid-carbide end mill shows that reducing runout from 0.0006" to 0.00008" increased cutting length by approximately 30 percent. With lower runout, cutting forces were evenly distributed across all flutes, stabilizing the cut and allowing the tool to run longer with consistent surface finish.
In many shops, average runout around 0.0005" TIR is accepted as normal. Testing shows that at this level, expected tool life is already reduced by roughly 50 percent compared to near-zero runout. As end mill diameter decreases and chip load drops, allowable runout becomes even more critical. For small-diameter end mills, what is commonly considered acceptable runout can be enough to fully unbalance the tool.
“If everybody is only using half of an end mill’s life, we’re effectively doubling the number of carbide tools consumed every year,” Burley explains. “By simply putting a better quality tool holder behind it, we can reduce how often that tool needs to be replaced.”
One Tenth Equals Ten Percent
Precision matters when it comes to tool holding. There is a simple rule to remember: one tenth equals ten percent.
For every 0.0001" reduction in runout, usable carbide end mill life increases by approximately 10 percent. Reducing runout by three tenths can realistically deliver a 30 percent or greater increase in cutting length. That improvement translates directly into lower carbide consumption, fewer tool changes and lower cost per part.
Most manufacturers focus on the purchase price of the tool holder rather than the cost of the hole. When the metric shifts to holes produced per tool, the economics change quickly. Fewer tool changes, longer intervals between replacements and more consistent performance all contribute to measurable savings.
The takeaway is clear. Companies are leaving more than 30 percent of potential cutting tool life on the table by using poor-quality tool holders. With carbide costs continuing to rise, that is a luxury few shops can afford.
Focusing on total ROI rather than initial purchase price reveals the real value of precision tool holding. Better runout control means fewer tools consumed, lower cost per hole and a more sustainable manufacturing operation.
Image
High-Precision Tool Holders Extend End Mill Life
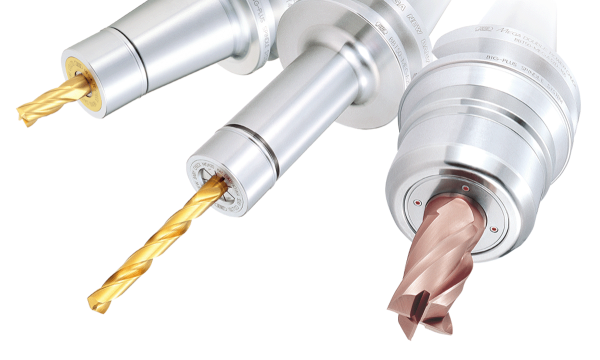
High-precision tool holders play a critical role in extending end mill life, especially in high-speed and finishing applications. Tool holders with increased taper-to-taper contact help stabilize the tool, improving concentricity between the spindle and end mill and reducing dynamic runout at operating speeds.
Hydraulic chucks are widely recognized for delivering exceptionally low runout, strong damping characteristics and consistent clamping force. This combination stabilizes milling operations, reduces vibration and helps distribute cutting forces evenly across all flutes.
BIG DAISHOWA hydraulic chucks are designed to achieve runout values as low as 0.00004" at the nose, making them well suited for finishing operations and applications where tool life consistency is critical. The hydraulic clamping system absorbs vibration during cutting, protecting carbide edges from premature chipping and failure.
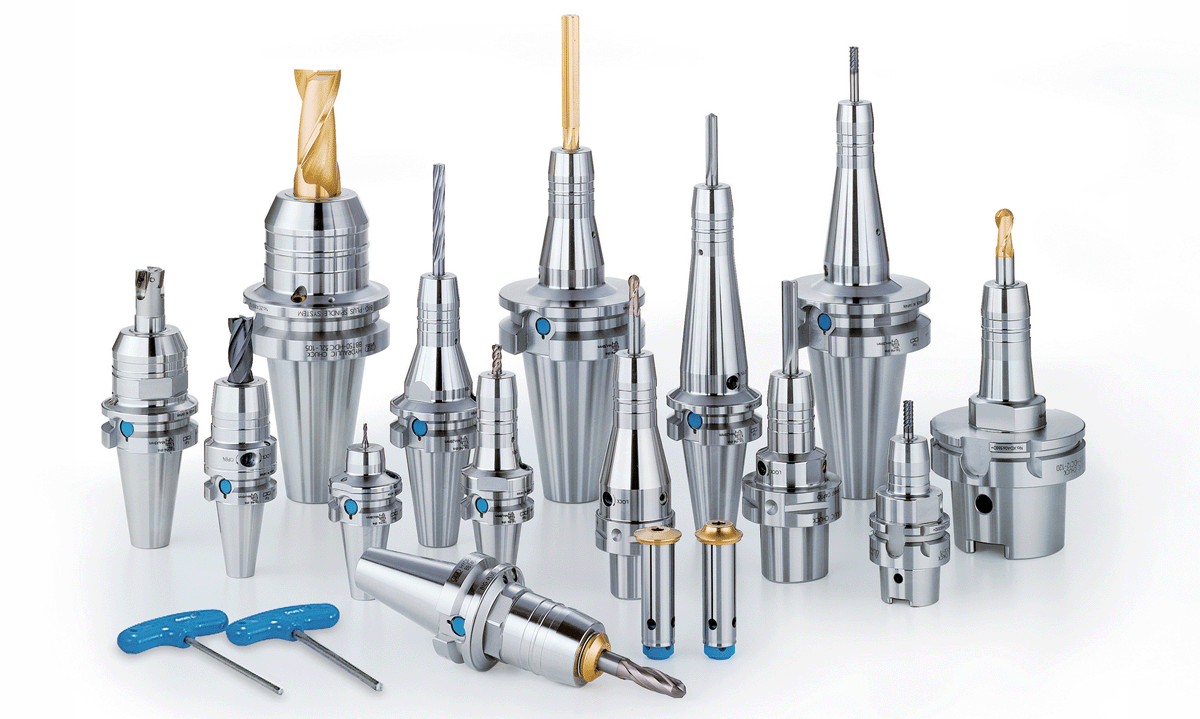
For shops looking for a more versatile, production-focused option, the MEGA New Baby Chuck offers a balance between precision and gripping strength. With runout accuracy down to 0.00008" and significantly higher clamping torque than standard collet systems, it supports heavier milling operations while still improving end mill life compared to conventional holders.
The Bottom Line
What many shops believe is acceptable runout is actually unacceptable if the goal is to control carbide costs. Basing tool holder purchasing decisions solely on price often results in higher overall tooling spend due to wasted end mill life and increased tool consumption.
Focusing on total ROI rather than initial purchase price reveals the real value of precision tool holding. Better runout control means fewer carbide end mills consumed, lower cost per part and a more sustainable manufacturing operation in an era of rising material costs.
Categories
Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.










Add new comment