Latest Posts




The Science of Tool Holder Concentricity
Key Points
-
Learn how tiny amounts of runout can quietly cause scrap, poor surface finish and shortened tool life before the issue becomes obvious on the shop floor.
-
Understand the difference between concentricity, TIR and spindle accuracy, and why all three directly impact machining precision and process stability.
-
Discover the common root causes of poor concentricity and how high-precision collet chuck design helps reduce runout and improve repeatability.

It’s a familiar issue for anyone with enough experience on the shop floor sometime during a production run, your machine drifted out of tolerance with no obvious cause for the error. Resetting tool offsets seems like the go-to solution, but that doesn’t solve it.
Eventually you discover that the problem started before cutting began – poor tool holder concentricity.
Tool holder concentricity is the alignment between the tool holder’s centerline and the machine spindle’s axis of rotation. Careful attention needs to be paid to ensure perfect concentricity prior to starting production; a misalignment of 0.0001" can ruin an entire production run. We’ll break down the basics of concentricity and total indicated runout, spindle accuracy, collet chucks and how these factors affect precision machining.
What Is Total Indicated Runout (TIR)?
TIR – often referred to simply as runout – is a measurement that tells you how close to true concentricity your machine is. TIR measures the total deviation as a tool rotates around its centerline. In simple terms, TIR measures how much a part wobbles, is out-of-round or is misaligned. A higher TIR means less concentricity.
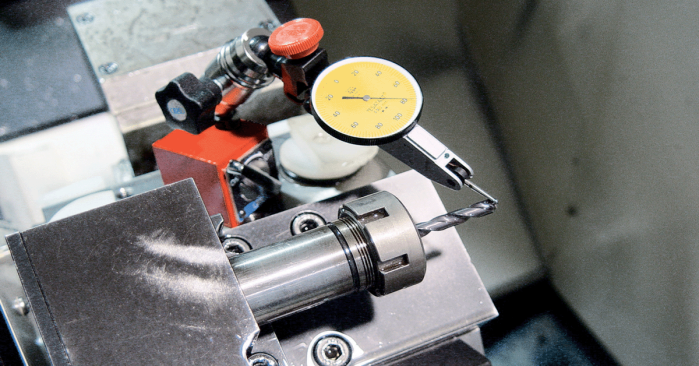
To measure TIR, first stabilize the workpiece, attach a dial indicator to the tool tip and place the tool tip perpendicular to the surface of the workpiece. Slowly perform one full turn of the spindle. Record the lowest and highest readings during this turn to the thousandth of an inch and find the difference. If your recordings range from -0.0004" to +0.0002", your TIR is 0.0006”.
Conduct these measurements at the holder nose, mid-shank and tip. If your machine is concentric, your TIR numbers will all be the same and near zero. If it’s not, the readings will tell you where the problem lies.
Concentricity vs. Accuracy
It’s easy to conflate concentricity and accuracy, since they both affect the precision of a machining operation. However, there are a few key distinctions.
Concentricity focuses on alignment. It tells you how well the center axis of an outer diameter aligns with the center axis of an inner diameter.
Accuracy focuses on location. It tells you how close your part size, position or dimension is to the intended target. In machining, spindle accuracy directly dictates concentricity.
Spindle Accuracy Basics
Spindle accuracy is the foundation of tool holder concentricity. Any errors or defects at the spindle, such as runout, vibration or thermal growth, are a root source for imprecise concentricity. High spindle accuracy enables a stable center of rotation and ensures perfect alignment for tight tolerances.
The lever-arm principle illustrates why spindle accuracy is so important. It states that if you move a fulcrum a tiny, seemingly insignificant amount, the effects farther out on the lever arm will compound. In a machining context, the spindle is the fulcrum. Any tiny movement or misalignment of the spindle will greatly affect the alignment of the tool. The longer the tool, the greater the effect. A spindle that creates 0.003” runout at the taper could be responsible for 0.002” runout at a 4.5” gage length tool. The lever arm is working as intended, but the error stems from the spindle.
Effects of Runout on the Shop Floor
As you can see, even a small amount of runout can escalate to major adverse consequences for both your product and your tool. On the tool, runout causes uneven insert wear. One edge carries a disproportionate amount of load, which rapidly shortens tool life.
When it comes to the workpiece, runout causes inconsistent material removal and finished parts will fall outside specified tolerance ranges. High runout also introduces chatter marks, inconsistent textures and surface finish degradation. This leads to scrap and rework.
Often, a machinist’s first instinct will be to reset tool offsets if TIR seems high – like in our introductory drift scenario. Checking spindle accuracy is a critical early step to achieving and maintaining concentricity.

The Key Role of High-Precision Collet Chucks
High-precision collet chucks are a trusted tool to prevent runout by providing 360° uniform clamping on the workpiece or spindle. BIG DAISHOWA manufactures high-precision collet chucks that have a guaranteed runout at the collet nose of less than 0.003mm (0.00012") at 4xD, and are available for all machine tool spindles in the world.
Collet chucks are engineered with three design factors to reduce TIR:
- Ground bore concentricity: High-precision collet chucks have a tapered bore that is concentric to the collet pocket, which ensures that the collet sits true.
- Consistent collet seating: A collet that seats differently with each tool change leads to unpredictable TIR. High-precision chucks use controlled seating surfaces to guarantee that the collet lands in the same place every time.
- Balanced clamping force: Uneven clamping force around the collet pushes it off center as it is being tightened. A balanced clamping force means the tool is drawn straight to center as the collet closes, and not moved off its centerline.
Ensure Consistent Tool Holder Concentricity
BIG DAISHOWA produces premium machining tools that meet the tightest tolerances for true concentricity. Our tools are engineered to exacting standards, and manufactured using premium materials and expert craftsmanship to enable unmatched productivity, accuracy and repeatability in CNC machining operations. Contact us today to find the right tool holders for your operation.
Categories
Tags:
Runout
runout accuracy
Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.









Add new comment