Because of the popularity of BIG-PLUS, many tooling companies, without a proper license, offer what they call dual-contact tooling. But not all dual-contact is the same. Let’s tackle a few of the most common misconceptions.
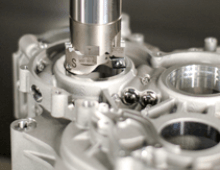
There’s more than one way to make holes, but some approaches are better than others. Working with customers from across every industry, our team gets to see what works and what doesn’t. These are a few of the interesting questions—and unexpected answers.
In the latest edition of their Medical Manufacturing Yearbook, Manufacturing Engineering featured an article by our very own VP of Sales and Engineering, Jack Burley.
For many shops setup may be the silent time killer. Shaving just 15 minutes off each setup can add up to tens of thousands of dollars in savings. But where to start?
Jack Burley, president and COO of BIG DAISHOWA, shares some of his observations over the years, predictions for the industry and his vision for the company.
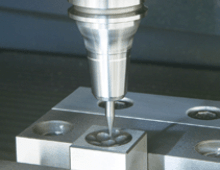
Chattering and deflection have always been the bane of machinists’ existence, so much so that the sight of a long and slender tool holder will immediately cause goosebumps. If you understand why a long tool holder behaves the way it does, you’ll know that there are ways to fight back against this bending.
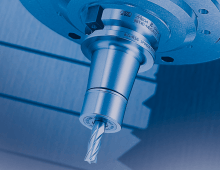
Good measurements make setups faster, reduce recuts and identify potential spindle or holder issues before they become bigger problems. Let’s look at a few of the key areas to measure and the handy solutions available.